推荐厂家
暂无
暂无

 400-860-5168转6117
400-860-5168转6117
 留言咨询
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询


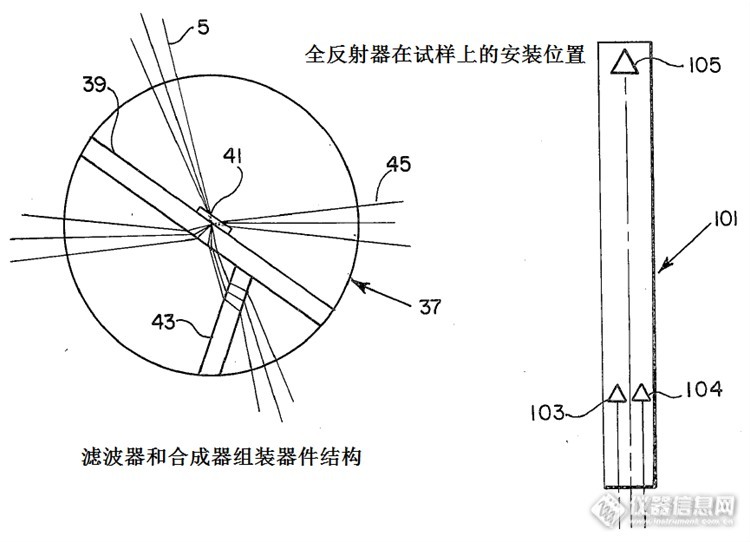
摘要:航天器用各种大尺寸构件都普遍要求超低膨胀系数以保证构件尺寸的稳定性,传统热膨胀系数测试只针对长度100mm以下的小试样,已无法满足长度1m以上大尺寸构件的超低热膨胀系数测量,多数航天器用大尺寸构件需要精确测量整个构件的超低热膨胀系数。本文对美国波音公司在太空望远镜大尺寸桁架超低热膨胀系数整体测量方面的研究工作进行了综述,以了解国外技术发展状况,给今后开展此方面工作提供参考和借鉴。1. 前言 在太空运行的各种航天器,由于没有大气层的保护,其环境温度变化很大,受阳面温度可高达上百摄氏度,而被阳面温度却在零下几十摄氏度。因此,航天器在空间环境中,由于材料的热膨胀,会引起航天器结构的尺寸变化。但是从航天器的某些部件和仪器的技术要求考虑,希望航天器的某些结构的稳定性要好,这一点对通讯卫星天线结构及敏感元件、太空望远镜的镜筒支架等的使用和安装尤为重要。尤其是卫星和望远镜桁架结构更要求其在一定的环境温度变化范围内不因热应力产生变形或者变形极小,即所谓零膨胀。 传统热膨胀系数测试只针对长度100mm以下的小试样,已无法满足大尺寸构件的超低热膨胀系数测量。为适应航天器制造的要求,特别是对于以1m以上长度的E-08/K量级材料热膨胀系数需要更加准确的测试。因此,研究航天器用复合材料工程构件的超低膨胀测试方法和相应的测试设备,具有重要的科学意义和实用价值。 本文将介绍美国波音公司在太空望远镜桁架超低热膨胀系数测试方法和测试设备方面所开展的工作。2. 波音公司激光干涉法第一代热膨胀系数测试技术 早在1971年波音公司的Bond等人就开始研究一种用于监测大直径天线在空间模拟腔体内动态行为的多通道激光干涉法测试技术【1】,其中采用了可反转条纹计数技术来测量安装在试验箱体外测量装置与安装在腔体内天线上7个光学反射镜之间的距离。 试验腔外测试仪器距离腔体内部天线的距离将近5m,干涉仪采用了Twyman-Green干涉仪,其中参考光束的相位在13.5kHz频率处进行调节以便对每个通道进行可反转条纹计数,每根条纹计数对应的距离变化增量为7.9nm(0.125倍激光波长),整个光学系统结构如图 2-1所示。 http://ng1.17img.cn/bbsfiles/images/2016/10/201610252327_615105_3384_3.png图 2-1 多通道激光干涉仪光学系统结构示意图 基于上述技术,波音航空公司在1974年至1975年期间针对大型空间望远镜(LST)项目中的石墨环氧测量支架进行了热膨胀系数测试考核【2】。具体测试考核包括了两方面的内容,一方面是测试管状支架和H型支架的热膨胀系数,另一方面是对管状支架热膨胀系数进行了热循环效应考核。 热膨胀系数测试试件为91.44厘米长的截面分别为圆形和H型的管材,被测试件放置在真空腔内并稳定24小时后再进行测试,图 2-2所示为测试装置的结构示意图。如图所示,被测试件悬浮在含有加热套的真空腔内,激光干涉仪的光学部件放置在真空腔外的底部位置,形成立式结构热膨胀系数测量装置,用来测量试件长度变化的聚焦光束垂直进入真空腔底部的光学窗口,整个测量装置实物如图 2-3所示,激光干涉仪测量装置实物如图 2-4所示。 http://ng1.17img.cn/bbsfiles/images/2016/10/201610252327_615106_3384_3.png图 2-2 热膨胀系数测试系统结构示意图http://ng1.17img.cn/bbsfiles/images/2016/10/201610252327_615107_3384_3.png图 2-3 热膨胀系数测试系统整体照片http://ng1.17img.cn/bbsfiles/images/2016/10/201610252328_615108_3384_3.png图 2-4 热膨胀系数测试系统激光干涉仪测量装置 每个被测试件上安装了三只测温热电偶和四个角反射镜,如图 2-5所示。激光干涉仪测量得到四个角反射镜的位移变化,由此得到热变形量和监视试件的倾斜。在被测试件的顶部安置一个参考反射镜用来抵消被测试件和干涉仪之间相对运动所带来的影响。 测试中真空腔内部气压低于1Torr以下并使真空度稳定16个小时,然后使试件温度升到37.8℃(100℉)后在冷却下来,整个加热冷却过程中,每隔2.8℃(5℉)测试一次热变形量,每隔14℃(25℉)进行一次30分钟的恒温。整个温度变化过程直到试件冷却到-73.3℃(-100℉)停止。 http://ng1.17img.cn/bbsfiles/images/2016/10/201610252328_615109_3384_3.png图 2-5 热膨胀系数测试系统测温传感器和光学器件安装位置示意图 铺层方向为(02±50)s 的管状试件热变形量测试结果如图 2-6所示,整个过程的平均线膨胀系数为 7.2E-08/℃(4E-08/℉)。图 2-7所示为管状构件热膨胀系数测试与计算之间的比较结果,从比较结果可以看出板层方向的有效性,这种特性可以用来设计特殊性能的复合材料。 在进行管件热膨胀系数热循环考核试验中,先沿着试件长度方向上安装两只1英寸宽的电阻加热器以建立起与热真空试验相同的试件状态,在热真空试验中,电阻加热器是用来控制管件的温度,而在管件热膨胀系数热循环试验中,加热电阻器只是实现相同的结构状态,热循环试验的温度控制则是采用真空腔内的加热套来实现。 http://ng1.17img.cn/bbsfiles/images/2016/10/201610252328_615110_3384_3.png图 2-6 试件热变形量随温度变化的测试结果http://ng1.17img.cn/bbsfiles/images/2016/10/201610252329_615111_3384_3.png图 2-7 测试与设计结果的比较 在热膨胀系数热循环考核试验中,反射镜和温度传感器的安装与热膨胀系数测试时完全相同。热循环测试时也是先抽真空使得试件进行一两天的除湿,然后进行+38℃~-78℃(+100℉~-100℉)温度范围内的208次的冷热循环,大约间隔50次循环进行一次测量,在最后一次循环时,测试将电阻加热器取出后的试件热膨胀系数。热循环过程中试件的热膨胀系数随温度变化测量结果如图 2-8所示。 http://ng1.17img.cn/bbsfiles/images/2016/10/201610252329_615112_3384_3.png图 2-8 热循环过程中试件热膨胀系数随温度变化的测量值[/
[table][tr][td][align=left][color=#333333] 摩擦学是一门研究物体相对运动时其表面摩擦、润滑、磨损三者间相互关系的交叉学科,摩擦学实验研究的重点和难点之一在于对磨损量的定量分析。磨损量涵盖了磨损区的轮廓尺寸、粗糙度、体积这线、面、体三个维度方面的参数,量级从纳米到毫米不等,又由于不可破坏性测量,传统的低精度接触式轮廓仪和影像仪无法适用,而以白光干涉为原理、具备高精度、非接触式测量能力的[/color][url=http://www.chotest.com][b][color=#000000]白光干涉仪[/color][/b][/url][color=#333333]登上了摩擦学研究的舞台。[/color][/align][align=center][color=#333333][img=,658,496]http://www.chotest.com/Upload/2018/8/201808238760989.jpg[/img][/color][/align][align=center][color=#333333][img=,639,260]http://www.chotest.com/Upload/2018/8/201808231572145.jpg[/img][/color][/align][align=center][color=#333333]图1 工作中的CSM摩擦磨损测试仪[/color][/align][align=left][color=#333333] 上图展示的是一款工作中的CSM摩擦磨损测试仪,经过十数小时的摩擦,铜板表面出现了一圈圈摩擦痕迹,即为磨损区域,对磨损区域进行尺寸上的定量分析,是研究的重要组成部分,下面我们使用中图仪器白光干涉仪对一块经过摩擦试验处理的铜板进行线、面、体三个维度的定量分析。[/color][/align][align=left][color=#333333]一、一维:线_轮廓尺寸[/color][/align][align=left][color=#333333] 取一块摩擦处理过的铜板,使用白光干涉仪对其中未摩擦过的光滑区域和摩擦过的磨损区域进行扫描,获取其3D图像。[/color][/align][align=center][color=#333333][img=,621,240]http://www.chotest.com/Upload/2018/8/201808239913954.jpg[/img][/color][/align][align=center][color=#333333][img=,548,171]http://www.chotest.com/Upload/2018/8/201808234541029.jpg[/img][/color][/align][align=center][color=#333333]图5 磨损区的剖面轮廓曲线[/color][/align][align=left][color=#333333] 从图中可以看到,相对光滑区细致较浅的划痕,磨损区充满了坑坑洼洼的槽,在磨损区3D图像上提取一条剖面轮廓曲线,可以获取槽深和槽宽的轮廓尺寸数据。[/color][/align][align=left][color=#333333]二、二维:面_粗糙度[/color][/align][align=left][color=#333333] 分别在光滑区和磨损区选取若干点,测量分析显示经过摩擦磨损试验过的区域线粗糙度和面粗糙度均增大了至少十几倍。[/color][/align][align=center][color=#333333][img=,495,157]http://www.chotest.com/Upload/2018/8/201808235791766.jpg[/img][/color][/align][align=center][color=#333333]图6 光滑区域粗糙度[/color][/align][align=center][color=#333333][img=,472,143]http://www.chotest.com/Upload/2018/8/201808237197020.jpg[/img][/color][/align][align=center][color=#333333]图7 磨损区域粗糙度[/color][/align][align=left][color=#333333]三、三维:体_体积[/color][/align][align=center][color=#333333][img=,642,234]http://www.chotest.com/Upload/2018/8/201808238604911.jpg[/img][/color][/align][align=center][color=#333333]图8 磨损区3D图像&孔洞体积测量[/color][/align][align=left][color=#333333] 如右上图,利用分析工作“孔洞体积”对磨损区进行区域体积分析。在选择的分析区域中,位于基准面(蓝色方框)上面的顶点区域显示为红色,位于基准面下方显示为绿色,利用“孔洞体积”分析工具可直接获取该区域内上下两部分的面积、体积、深度数据。[/color][/align][align=left][color=#333333] 一线二面三体,白光干涉仪能让研究人员掌握三个维度精确的数据信息,从而对摩擦磨损区进行全面的分析判断,如同穿上了酷炫的滑板鞋,在摩擦学研究这个舞台秀出华丽的舞步。[/color][/align][/td][/tr][/table]

激光干涉仪具有测量精度高、测量范围大、测量速度快、最高测速下分辨率高等优点,结合不同的光学镜组,可实现线性测长、角度、直线度、垂直度、平行度、平面度等几何参量的高精度测量。在SJ6000激光干涉仪动态测量软件配合下,可实现线性位移、角度和直线度的动态测量与性能检测,以及进行位移、速度、加速度、振幅与频率的动态分析,如振动分析、丝杆导轨的动态特性分析、驱动系统的响应特性分析等。[align=center][img=,578,450]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201754505855_5264_3712_3.jpg!w578x450.jpg[/img][/align] 激光干涉仪最典型的应用就是测量机床精度,本文讲解如何使用激光干涉仪测量五轴机床平移轴直线度误差。 对于平移轴而言,每根轴均有两个直线度误差,因此三根轴有六个直线度误差,均可采用激光干涉仪分别测得。 原理:带有圆孔的是直线度干涉镜,其与待测轴相连一同运动;长条镜是直线度反射镜静止安装,其是对称结构,上下左右均对称。当一束激光从源头发出射入干涉镜,干涉镜将光束分成两束,形成一个很小的角度分别去往反射镜,由于反射镜上下对称,因此两束光被反射后又回到干涉镜,汇合成一股光束,去往激光头的探测器。当运动轴产生直线度误差时,会使得干涉镜相对于反射镜在水平横向方向发生相对运动,而反射镜是左右对称的(左右的镜片不在同一平面,有一定的角度),因此会使得两束分开的光束光程具有差别,根据此差别,即可测得运动轴产生的直线度误差。[align=center][img=,678,333]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755021895_7221_3712_3.jpg!w678x333.jpg[/img][/align][align=center]▲ 直线度测量的光路原理构建图[/align][align=center][img=,678,367]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755111914_6482_3712_3.jpg!w678x367.jpg[/img][/align][align=center]▲ 运动轴的横向直线度测量示意图[/align][align=center][img=,678,367]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755345695_9383_3712_3.jpg!w678x367.jpg[/img][/align][align=center]▲ 运动轴的纵向直线度测量示意图[/align] 根据直线度误差测量原理可知,测量过程中不可避免的会引入斜率误差。该误差是由于测量直线度反射镜的光学轴线最初与待测轴不平行,为调整平行而引起的。如图 所示,A 为干涉镜和反射镜的距离,B 为激光头到干涉镜的距离(其中干涉镜是固定在运动轴上的)。在一开始,反射镜的光学轴线处于旋转前的位置,而由于机床运动轴与其之间存在的夹角θ,[img]http://www.chotest.com/Upload/2019/10/201910173125514.jpg[/img][align=center][img]http://www.chotest.com/Upload/2019/10/201910177031118.png[/img][/align] 因为斜率误差是稳定误差,因此可以采取上述的公式将其从直线度测量结果中分离出来,亦可以采用两端法拟合或者最小二乘法拟合将其分离出去。 两端法拟合:即是将所有采集来的数据第一点和最后一点相连决定一直线,再将所有采集来的数据去除掉拟合的直线信息,由此得出的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910170000002.png[/img][/align]最小二乘法拟合:将采集回来的所有数据通过最小化误差的平方和方式来寻找数据的最佳函数匹配,而后将采集值与匹配函数对应值相比较,剩余的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910171562522.png[/img][/align]附:SJ6000激光干涉仪直线度测量精度。[table][tr][td][align=center]轴向量程[/align][/td][td][align=center]测量范围[/align][/td][td][align=center]测量精度[/align][/td][td][align=center]分辨力[/align][/td][/tr][tr][td][align=center]短距离[/align][/td][td][align=center](0.1~4.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(0.5+0.25%R+0.15M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.01μm[/align][/td][/tr][tr][td][align=center]长距离[/align][/td][td][align=center](1.0~20.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(5.0+2.5%R+0.015M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.1μm[/align][/td][/tr][tr][td=5,1]注:R为显示值,单位:μm;M为测量距离,单位:m[/td][/tr][/table]










 我要推广仪器
我要推广仪器
 下载APP
下载APP


