推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-659-9826
留言咨询
400-659-9826
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




衡器是计量器具的一个重要组成部分。过去人们称计量为'度量衡'。所谓度,是指用尺(如古时的骨尺、牙尺及以后渐次问世的竹尺、木尺、皮尺、钢尺等)测量物体的长短;所谓量,是指用容器(如古时的合、升、斗、斛及以后使用的量桶、量杯等)测量物体的体积;所谓衡,则是指测量物体重量。 衡,应始于原始社会末期,据史料记载距今已有4000多年,当时出现了物品交换,但计量方法则是靠眼看手摸;而作为计量重量的器具 --衡器,在我国最早出现于夏朝;春秋战国时期已掌握了杠杆原理,战国中期在楚中一带已广泛使用天平和砝码称量黄金,但在相当长的时期内计量标准不一,较为混乱,直到秦统一天下后,于秦始皇二十六年实行商鞅变法(公元前221年),才统一了度量衡标准;宋朝时期出现了准确度达到1厘(40mg)的戥秤,标志着当时的衡器已具有相当可观技术水准。 但是,衡器在我国又是'千年一贯',直到二十世纪初期才有外国人将金属质秤带进我国。据载,我国于1918年出现了修理外国台秤的作坊。当时英国人到中国来进行贸易,货船自带台秤,台秤损坏了由中国工人为他们修理,但控制很严格,不准仿造。后来我们掌握了技术,于1922年在上海开始仿造,首家厂名为'岑南德记台秤修理厂';1926 年南洋华侨陶志祖先生在上海开办了'陶记磅台秤修理制造厂',修理并制造台秤,秤的承重件都是铸造的,标尺是铸铜件,承重转换件为'球式';1931年日本产品进入中国,他们用的承重转换件为'刀式',由铸刀改为鑲刀(1963年起草并于1965年批准的台案秤国家试行标准均采用鑲刀式结构)。作为现存的衡器行业的'老字号'--天津衡器厂,建厂于1924年,当时厂名为天津市明权度量衡厂,坐落在我国工人阶级发源地之一的天津三条石,是一个只有3名工人的私营手工业作坊,厂房面积40余平方米,从事修理台案秤业务;此后十余年,工人数虽有所增加并添置了小钻床和砂轮机,但仍以修理业务为主,直到1938年才形成了年生产销售50台500kg台秤的规模。
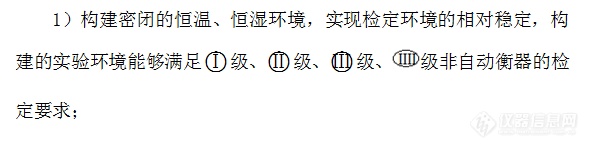
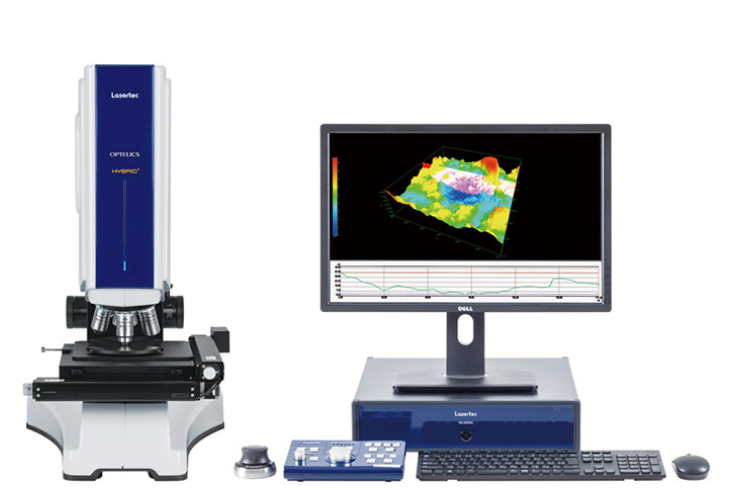
[b][font=宋体]摘 要[/font][/b][font=宋体] [/font][font=宋体] [/font][font=宋体]非自动衡器主要包括:秤和天平,在产品生产、市场贸易的过程中,非自动衡器被大量使用[/font][font=宋体],随着非自动衡器的应用范围的增加,数字指示秤、电子天平[/font][font=宋体]的使用数量大幅增加,因此对测量结果提出了更高的要求,[/font][font=宋体]为保证在用的非自动衡器计量性能的准确,必须定期进行检定。目前非自动衡器的检定以人力为主,步骤繁琐、工作量大,数据运[/font][font=宋体]算量大,因此设计了一种非自动衡器自动检定装置,该装置包括:壳体,壳体内形成有空腔,空腔底部具有用于放置非自动衡器的放置台;环境条件控制装置;环境信息检测装置,砝码组件,可以实现非自动衡器的自动检定,解放双手,提高检定结果的准确性。。[/font][font=宋体]关键词:[/font][font=宋体] [/font][font=宋体]非自动衡器[/font][font=宋体] 自动检定装置[/font][b][font=宋体]绪 论[/font][/b][font=宋体]非自动衡器是一种常见的精密型测量仪器,主要用于测量物质的质量,其应用几乎覆盖医疗卫生、食品药品、化学化工、环境保护等多个领域。非自动衡器的准确性是通过其准确的计量结果体现出来,随着非自动衡器应用范围的增加,电子天平、数字指示秤[/font][font=宋体][color=#ff0000]的使用[/color][/font][font=宋体]数量大幅度增加,因此对其检定结果[/font][font=宋体][color=#ff0000]的准确性[/color][/font][font=宋体]提出了更高的要求,更大的挑战。现阶段使用量较大的非自动衡器包括:数字指示秤、电子天平等。均按照OMIL R76 《非自动衡器》设计、制造,依据JJG1036-2[/font][font=宋体]008[/font][font=宋体]《电子天平检定规程》、JJG539-2016《数字指示秤检定规程》进行检定,但目前仍然是以人力检定为主。根据检定规程的规定,非自动衡器检定工作较为繁琐,检定工作量、数据运算量较大,检定结果易受到检定人员因素的影响。虽然目前也具备非自动衡器的自动检定设备,但均为非自动衡器的辅助检定设备,相对比较简单,不能完全满足检定规程的要求,并且未考虑实验环境对检定结果产生影响的问题,不能完全满足各等级非自动衡器的检定要求。[/font][font=宋体]本文介绍了一种能够满足JJG1036-2[/font][font=宋体]008[/font][font=宋体]《电子天平检定规程》、JJG539-2016《数字指示秤检定规程》要求,适用于电子天平、数字指示秤自动检定的,全自动检定设备,其具备以下特点:[/font][img=,590,149]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071631074574_2996_1638093_3.png!w590x149.jpg[/img][font=宋体][/font][font=宋体]2)配备多个砝码组(净重砝码)用于不同称量点的检定,配备多个砝码串(化整砝码)通过闪变点法计算示值误差;[/font][font=宋体]3)通过计算机控制,自动确定检定点,自动完成砝码的加载、卸载,记录非自动衡器示值;[/font][font=宋体]4)解放技术人员,解决非自动衡器检定工作量大的问题。[/font][font=宋体][/font][b][size=18px][font=宋体]一、[/font][font=宋体]检定非自动衡器的依据和主要项目[/font][/size][font=宋体] [/font][/b][font=宋体][b] [/b][size=18px] 用于非自动衡器的检定的检定规程包括:JJG1036-2008《电子天平检定规程》、JJG539-2016《数字指示秤检定规程》、JJG14-2016《非自行指示秤检定规程》、JJG13-2016《模拟指示秤检定规程》,文本介绍的非自动衡器自动检定装置主要适用于非吊挂式、实验室用数字式非自动衡器,满足JJG1036-2008《电子天平检定规程》和JJG13-2016《模拟指示秤检定规程》的检定要求。[/size][/font][font=宋体][font=宋体][size=18px][b] 1、电子天平检定规程规定的检定项目[/b][/size][/font][/font][font=宋体][font=宋体][size=18px][b][img=,426,238]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071633036133_7606_1638093_3.png!w426x238.jpg[/img][/b][/size][/font][/font][font=宋体][font=宋体][b][b][font=宋体] 2、数字指示秤检定规程规定的检定项目[/font][font=宋体][/font][/b][/b][/font][/font][font=宋体][font=宋体][b][b][font=宋体][img=,435,525]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071633555448_8992_1638093_3.png!w435x525.jpg[/img][/font][/b][/b][/font][/font][font=宋体][b][b][font=宋体][font=宋体]二、[/font][font=宋体]自动检定装置的基本功能[/font][font=宋体] [/font][font=宋体]1、环境控制、监控功能[/font][/font][/b][/b][/font][font=宋体][font=宋体][font=宋体][b] [/b] 全自动检定系统具备环境控制、监控功能,通过专用的环境实验设备,依据不同等级非自动衡器检定过程中,规定的实验环境要求,对环境条件进行调整、监控。构建密闭、稳定的实验环境。采用温度控制器、湿度发生器设计制造的恒温恒湿试验箱构建实验环境,采用上送下回的内循环、滤膜送风方式,降低实验环境内的风速和气流流动。通过温度传感器、相对湿度传感器、风速仪实施监控环境条件,环境条件超出预定范围立即停止检定工作。[/font][/font][/font][font=宋体][font=宋体][b][font=宋体]2、自动确定砝码加载位置功能[/font][/b][font=宋体]通过摄像头自动扫描,根据X、Y坐标确认非自动衡器秤盘位置,选择偏载位置图及偏载加载位置1、2、3、4及中心位置。[/font][/font][/font][font=宋体][font=宋体][font=宋体][b]3、砝码自动加载功能[/b][/font][font=宋体]根据输入[/font][font=宋体]的[/font][font=宋体]非自动衡器基本信息、位置,输入[/font][font=宋体]的[/font][font=宋体]最大称量、[/font][font=宋体]检定分度[/font][font=宋体]值[/font][font=宋体](e)[/font][font=宋体]、[/font][font=宋体]最小分度[/font][font=宋体]值[/font][font=宋体](d)[/font][font=宋体]、等级,选择推荐方法,自动生成检定点,[/font][font=宋体]并[/font][font=宋体]显示各[/font][font=宋体]检定[/font][font=宋体]点允许误差。通过平移机构,移动砝码组和砝码串到指定的(X、Y)坐标处,再通过升降机构完成砝码组和砝码串的加载、卸载。[/font][/font][/font][font=宋体][font=宋体][font=宋体][b]4、数据自动采集、记录功能[/b][/font][font=宋体]通过前置的摄像头,对非自动衡器的示值进行摄像/拍照,采集非自动衡器的示值,并上传至计算机,生成检定记录,并依据采集到的数据自动完成运算,判定被检非自动衡器是否合格。[/font][/font][/font][font=宋体][font=宋体][font=宋体][/font][/font][/font][b][font=宋体]三、[/font][font=宋体]自动检定系统的结构与组成[/font][/b][img=,539,378]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071636150793_95_1638093_3.png!w539x378.jpg[/img][font=宋体][font=宋体][font=宋体]1-温度监测探头;[/font][font=宋体]2-相对湿度监测探头;[/font][font=宋体]3-风速监测探头;[/font][font=宋体]4-采集非自动衡器示值的摄像头;[/font][font=宋体]5-加载用砝码组;[/font][font=宋体]6-闪变点法计算化整误差使用的砝码串;[/font][font=宋体]7-采集非自动衡器秤盘坐标的摄像头;[/font][font=宋体]8-提供恒温、恒湿环境条件的箱体;[/font][font=宋体]9-[/font][font=宋体]控制系统运行和采集数据的计算机。[/font][/font][/font][font=宋体][font=宋体][font=宋体][/font][/font][/font][font=宋体][font=宋体][font=宋体] [b]1、密闭的恒温、恒湿检定控制系统[/b][/font][font=宋体] 通过在系统内安装温度探头、风速探头、湿度探头,检定系统自动检测环境系统温度、湿度、风速满足实验条件后(温度恒温范围(20±2)℃、湿度(30-70)%RH、风速实验环境风速小于0.1m/s),自动测量系统可以开始启动。[/font][/font][/font][font=宋体][font=宋体][b][font=宋体] [/font][font=宋体]2、检定用砝码部分[/font][/b][font=宋体]本自动系统包括两组砝码,一组挂钩式静重砝码和一组链圈式感量砝码,每组砝码既可单独动作完成力值测量,也可通过砝码组合机构相互组合完成测量,当检测非自动衡器重复性时,通过软件设置直接加载/卸载第一组挂钩式砝码至最大称量。当检测偏载误差和线性误差时,以链圈式感量砝码作为最小称量量,与[/font][font=宋体]挂[/font][font=宋体]钩式砝码组合完成测量。[/font][/font][/font][font=宋体][font=宋体][font=宋体][b]3、砝码加载/卸载机械部分[/b][/font][font=宋体]升降机构是由二组独立的升降平台组成,完成内圈砝码组和外圈砝码组的单独或组合挂载,通过升降平台的升降实现所需质量的加载和卸载。感量砝码组由单独的升降机构实现感量砝码的加载和卸载。本自动系统顶部安装齿轮轨道实现砝码的左右移动。例如当检测偏载误差项目时,需要加载砝码位置如图2所示,本提案主要通过自动系统顶端安装摄像头,确定天平秤盘的X轴Y轴位置,精准定位五个位置完成检测。自动控制机构由计算机软件编程。[/font][/font][/font][font=宋体][font=宋体][font=宋体][img=,419,149]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071637438544_3280_1638093_3.png!w419x149.jpg[/img][/font][/font][/font][font=宋体][font=宋体][b][font=宋体] 4[/font][font=宋体].读数部分[/font][/b][font=宋体] 在本自动系统前部安装摄像头,可以精确的读取电子天平、数字指示秤上的数值,通过转化,保存至pc机。[/font][b][font=宋体] 5[/font][font=宋体].软件处理部分[/font][/b][/font][/font][font=宋体][font=宋体][font=宋体][/font][/font][/font][font=宋体] 按照数字指示秤检定规程JJG539-2016、电子天平检定规程JJG1036-2008的要求,通过PC机进行高速数据采集、处理、保存、打印等实现全自动化检测,也可进行手动控制,并配有自动故障判断停机系统及人为紧急停止装置。[/font][font=宋体][/font][b][font=宋体]四、[/font][font=宋体]全自动检定系统的运行过程[/font][/b][font=宋体] 1、启动检定系统,检定系统进行环境控制;[/font][font=宋体] [/font][font=宋体] 2、[/font][font=宋体]将非自动衡器至于检定系统内固定位置,前置摄像头对准非自动衡器显示部分。[/font][font=宋体]环境条件稳定后[/font][font=宋体],[/font][font=宋体]在控制软件上,输入[/font][font=宋体]非自动衡器[/font][font=宋体]位置,自动扫描通过X、Y坐标确认[/font][font=宋体]非自动衡器[/font][font=宋体]秤盘位置,选择偏载位置图及偏载加载位置1、2、3、4;输入最大称量、e值、d值、等级,选择推荐方法,自动生成检定点,自动显示各点允许误差。也可根据需要人为调整。输入各检定需要参数后,按照流程图进行检测。[/font][font=宋体] [/font][font=宋体]3、重复性项目测定:[/font][font=宋体]重复性是同一载荷多次称量结果的差值。测量重复性的目的是考核非自动衡器多次称量所得结果的一致程度,是数字指示秤的一个重要计量性能指标。检定方法是对同一载荷进行多次称量,所得结果的最大值与最小值之差,应不大于该秤量点的最大允许误差的绝对值。具体步骤详见流程图。[/font][font=宋体][font=宋体][/font][/font][font=宋体] 4、示值误差(线性)项目测定:[/font][font=宋体]数字示值的特点是只能显示分度值d的整数倍:若d为1,数字示值的末位数可以是0,1,2,3,4,5,6,7,8,9;若d为2,数字示值的末位数可以是0,2,4,6,8;若d为5,数字示值的末位数可以是0,5。但是衡器显示的数字是模拟化示值化整而来,模拟信号化整到数字示值这一过程带入的误差称之为数字实质的化整误差。称重显示器将称重传感器输出的模拟电压信号放大后,通过A/D转换和数字处理将模拟信号显示出来,数字示值对应的模拟量,称为化整前的模拟示值P,可以利用加载小砝码使示值至闪变点的办法确定ΔL。[/font][font=宋体][font=宋体]5、偏载误差项目的测定:[/font][font=宋体]偏载是指同一载荷在不同位置的示值误差,由于每次使用衡器称量物品的时候,不可能保证每次称量都将物品放置在承载器的中心位置,所以偏载误差就是考核载荷放在承载器的不同位置上测量结果。通过顶端摄像头确定天平秤盘的X轴Y轴位置,确定偏载误差检测的五个位置。为了保证承载器上不出现空载,在更换砝码时,每次系统先加载质量值为10e(第二组砝码)置于秤盘,然后加载(或卸载)检定载荷第一组砝码(或第二组砝码),在卸载质量值为10e的砝码后,记录读数。具体检定步骤详见附件1。[/font][/font][img=,565,448]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071640028124_9094_1638093_3.png!w565x448.jpg[/img][font=宋体][font=宋体][img=,549,414]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071640546599_2108_1638093_3.png!w549x414.jpg[/img][/font][/font][font=宋体][font=宋体][img=,637,484]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071641347751_448_1638093_3.png!w637x484.jpg[/img][/font][/font][img=,523,368]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071642380338_3059_1638093_3.png!w523x368.jpg[/img][font=宋体][font=宋体][font=宋体][img=,603,330]https://ng1.17img.cn/bbsfiles/images/2021/09/202109071643153050_1234_1638093_3.png!w603x330.jpg[/img][/font][/font][/font][b][font=宋体][size=18px]结[/size][/font][font=宋体][size=18px] [/size][/font][font=宋体][size=18px]论[/size][/font][/b][font=宋体][font=宋体][font=宋体][/font][/font][/font][font=宋体]依据JJG1036-2[/font][font=宋体]008[/font][font=宋体]《电子天平检定规程》、JJG539-2016《数字指示秤检定规程》[/font][font=宋体]的理论基础,非自动衡器的自动检定装置配备有环境控制、监控功能,自动找准加载砝码位置并放置砝码功能,数据自动采集、记录功能,[/font][font=宋体]连[/font][font=宋体]接电脑实现信息化检测。尽最大可能减小人为和环境对检定[/font][font=宋体]结果[/font][font=宋体]的影响。[/font][font=宋体]特别适用于非自动衡器集中检定,和非自动衡器生产企业对产品进行质量控制时的检测,[/font][font=宋体]解放技术人员双手,解决非自动衡器检定工作量大的问题[/font][font=宋体]。[/font][font=宋体][size=24px][color=#ff0000][b]注:该方案已申请发明、实用新型两项专利。[/b][/color][/size][/font]
[b]一,力学计量的几个基本概念[/b]1.1 什么是力学计量 力学计量是发展最早的计量领域之一,它包括质量﹑力值﹑扭矩﹑硬度﹑压力﹑振动﹑冲击﹑流量﹑流速﹑转速﹑容量﹑加速度等的计量测试。其理论基础是牛顿力学定律,即力=质量×加速度[1]。1.2 质量计量 质量就是物质多少的量度,它是个不变量,不会因为地理位置变化而改变。质量计量是力学计量的重要内容之一,它同人们的生产﹑生活息息相关,几乎各种计量都离不开质量。物体物质大小相差很悬殊,因此质量计量的范围很宽,质量计量的目的就是建立质量标准,测试物质的质量[2]。质量计量是由度量衡中的衡发展而来的,其主要计量器具是砝码,天平,秤和各种衡器,凡是用来测量质量或用质量原理来检查和控制生产过程的测量仪器称为秤,秤又统称为衡器,一般人们把精度在万分之一以上的秤称为天平[1]。1.3 密度计量密度是指分布在空间﹑面或线上的物质﹑各微小部分包含的质量对其体积﹑面积或长度之比。均匀物质的密度ρ(或非均匀物质的平均密度)为其质量m与体积V之比,即 ρ=m/VSI中密度的单位是千克每立方米[1]。平常所说的液体浓度也是指密度而言。物质的浓度可以用物质的质量浓度和物质的量浓度来表示,物质A的质量浓度定义为A的质量除以混合物的体积,以千克每升为计量单位,A的物质的量浓度定义为A的物质的量除以混合物体积,单位是摩尔每立方米。密度计量主要靠各种类型的密度计来实现,如石油密度计﹑酒精密度计﹑海水密度计等,此外,密度计量还包括标准溶液的配制等内容[2]。1.4 力值计量力就是物体之间的相互作用,这种作用使物体状态发生改变。力是矢量,要确定一个力必须确定其大小﹑方向和作用点。由于地球表面物体都受到重力的作用,所以重力对人类密切相关,人们把特制物体(砝码)的重力值作为基﹑标准机设计基础。力值计量就是要保证这些基﹑标准设备所显现力值的准确可靠,并进行力的量值传递和测量[2]。力值计量在工程和科学技术领域中有广泛运用,工程单位制中力值单位是千克牛,符号为kgf,1kgf=9.80665N。测力设备可分为基标准测力机,标准测力仪,各种材料试验机及工作测力仪等。从发展趋势看,力的标准将由里传感器来代替。1.5 硬度力量硬度是表示材料软硬程度的量,它体现了一个物体抵抗另一个物体压入的能力,这个能力与压入物体几何尺寸﹑尺寸及压入条件有关,它不是一个物理量,因为没有一种硬度的测量方法是和某一物理性质有关。硬度值的表示方法与其试验方法有关,即试验方法不同,硬度单位也不同。硬度按其测试材料对象不同可分为金属硬度和非金属硬度。金属硬度常用的有:布氏硬度﹑洛氏﹑维氏﹑肖氏等;非金属硬度有:橡胶硬度﹑塑料硬度﹑水果硬度等。硬度计量在热处理工艺中应用广泛[2]。1.6 压力计量压力又称压强,它是单位面积上所受到的垂直均布的力。根据工程应用的不同可以分为大气压力﹑ 绝对压力﹑表压力﹑真空度等。国际计量委员会为了比对方便,将压力与真空的范围划分为超低压(0.0001~1Pa)﹑低压(1~1000Pa)﹑中压(1000~1000000Pa)和高压(1000000Pa)四类。压力计量在现代工业和科学研究中得到广泛应用,凡是利用液体﹑气体和蒸汽等作为动力传递介质,都要反映出压力作用。凡是工业上的动力系统﹑液压管道﹑压力加工及某些科学试验都广泛应用压力表。测量压力的仪表种类繁多,按作用原理可以分为:液柱式﹑弹簧式﹑活塞式﹑电测式﹑综合式等五种。压力计量还对工业生产自动化及能源测试具有重要意义。压力计量的目的在于保证这些仪器能正确指示和传递压力量值[2]。









 我要推广仪器
我要推广仪器
 下载APP
下载APP