推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-668-7609
留言咨询
400-668-7609
留言咨询
 400-805-8969
留言咨询
400-805-8969
留言咨询
 400-805-8969
留言咨询
400-805-8969
留言咨询





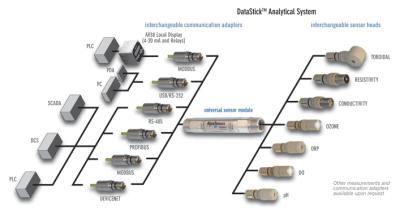
1. 引言 作为一国工业现代化发达程度标志之一的精密仪器仪表产业,目前正经历着第二次跳跃(跨越)发展。第一次是从模拟式测量到数字化智能型高精度、高稳定性的数字化测量、运算分析、诊断、以及控制等功能的跨越发展。早在几年前工业网络及数字化在线分析器在过程自动控制中的应用,就已经率先在以石油和煤炭为主的能源工业,以钢铁、化工为主的原材料及化肥工业的流程上开展起来,并取得了令人鼓舞的成果。最近全国化肥行业会议已经形成决议,推荐建立我国自己的行业现场总线和网络通讯标准。这标志着我国工业过程生产自动化已经开始第二次跳跃,向以通讯为基础的网络化、信息化方向发展:具有检测、监控、信息传输特征的数字化仪器已经成为集监、管、控综合功能为一体的监管控网络系统最前端的网络神经元。这种网络化分布式智能计算系统以其高效率、大信息量、高度实时性之优势发展十分迅速,通过网络利用数字在线监测设备所提供的信息,实时掌控现场实时情况(数据/信息),已成为ERP体系中的重要资源并因此而迈进信息化阶段。 2. 数字化在线分析器在现代工业过程自动控制领域的作用及国内外现状 2.1 作用 为了了解这个作用有必要简略介绍工业过程自动控制的思想及其体系结构。工业流程自动化这一过程经近半个世纪的发展使现代生产在降低生产成本、控制产品质量、提高生产效率、减少能源消耗、充分利用企业资源以满足产品品种变化,质量不断提高等方面取得很大成绩,而作为在线气体分析仪器被纳入这个系统,除了上述这些因素以外,还有生产过程的安全监测,生产过程所造成或产生的污染情况的监测,这些对现代工业生产来说都需要实时性的检查与控制。工业流程自动控制系统的发展到目前大体形成如下图所表示的企业一级的体系结构。 图1: 一个现代工业自动化过程控制体系结构 现代流程制造企业的监督、管理与控制从技术实现方面考察,从下往上有三个主要层次: 1)FCS/DCS层,即现场总线网络层 2)MES层,即制造执行管理系统或生产执行系统层 3)ERP层,即企业资源规划层即高层管控层 FCS层是自动化最底层的现场控制器、现场数字化智能仪器设备互连的实时监测控制通讯网络,是全数字式的连接,它遵循ISO的OSI开放系统的互连参考模型的全部或部分通讯(握手)协议。这一层所完成的主要工作是:将总线上传输的信号按照“信息公路交通规则”进行编码、解码,转换、甄别、纠错、分配等等;由于其历史的原因,DCS接纳的在线仪器可以是数字式的也可以是模拟量输出的。当前一个发展趋势是FCS被部分或大部分纳入到DCS中,替换其信号获取的方式,现场进行大量的底层运算从而对风险较低的分布式计算模式的发展有极大促进。 MES可以为用户提供一个快速反应、有弹性、精细化的制造业环境,帮助企业减低成本、按期交货、提高产品和服务质量。不仅适用于众多的基础产业,还有如家电、汽车、半导体、通讯、IT、医药等行业,能够对单一的大批量生产和既有多品种小批量生产又有大批量生产的混合型制造企业提供良好的企业信息管理。目前不论是国外还是国内,都在大力发展MES以提高企业竞争力。 ERP层在于对一个生产段内部,或由数个生产段构成的一个完整的生产流程段,乃至整个企业进行资源的最优化管理,使其得到更加高效率的合理的使用。 作为要连入FCS的在线分析器的主要工作是:将物理信号转变成数字信号并对其进行转换、处理、运算、分析、编码存储、编码传输等,并对这个分析计算设备本身进行自适应调节,自整定,自标定以及检查报警、识别故障,记录状态并报告等等,要满足这些,在线分析仪器必须是数字化的,因为信息量的增大以及FCS结构的要求就是信息的全数字化流通。 这种系统结构有效地解决了DCS的结构性问题:在很大程度湖广泛的范围内化解了分布式控制集中式运算对系统的所承受的集中性风险,使中枢神经尽可能地避开这种风险。 图2展示了一个具有现场总线接口能力的数字化在线气体分析器接入工业自动监控网络体系。 图2 具有现场总线接口能力的数字化在线气体分析器接入工业自动监控网络 2.2 目前国内外数字化在线分析器的现状 诸如流量、压力、位移等数字化在线智能测控仪表等目前国际上已进入比较成熟的阶段,国内发展则十分迅速,但是数字化气体在线分析仪器在这方面的发展在我国却相对滞后。 1、国外一般情况 上个世纪80年代末90年代初开始,几个主要的国外在线分析器生产厂家如SIEMENS、ABB、ROSEMOUNT、YOKOGAWA、SICK│MAIHAK等将数字化的在线分析仪器打入中国市场。这些产品都是数字化产品,大部分具有数据通讯和网络通讯能力。其一般特点如下: A) 对采集信号进行数字运算和分析; B) 测量信号的输出表达均呈线性特性; C) 测量信号屏幕直读,均有传统的模拟信号输出; D) 具有数字补偿功能,有些是自动的,有些需要人工进行; E) 有较强的自诊断能力; F) 功能很强的通讯能力,通常的RS232/485等,也有网络或总线输出; 2、国内情况 目前国内有不少生产在线气体分析器的厂家,投入市场的数字式的在线分析器也有不少品种。模拟量输出如20mA的电流环路输出是必备的,相当一部分产品具有RS232或485串行口输出能力,但掌握的资料而言,目前只有北分瑞利集团北分麦哈克公司一家的产品具有现场总线接口能力。 导致目前这种状况的主要原因据了解有这样几个: 1、国内许多过程工业现场的条件不具备,很多仪器都是模拟量的,同时工业网络的建立需要一定的投资,建立、完善,这需要时间和资金的持续支持,这对国内众多中小型企业来说,呈现出较大的困难。工厂的设备更新改造不但需要资金、技术等的支持,对它也有一个认识过程,为这种设备更新的未来预期收益所投入的成本与所能得到的收益对企业来讲总是比较模糊而且这种收益并非能100%保证,如果不是对生产或安全有重大影响的情况时企业下这个决心有很大难度; 2、仅有这种功能的仪器但没有其运行的平台即较为成熟的工业网络也发挥不了作用,从而延缓甚至在一定程度上阻滞了仪器设备生产厂商的开发动力。虽然随着国外先进的成套设备的引进,仪器与平台安装并运行而且显现出很好的运行效果,但由于其价格偏高,使得众多用户想装备但也望而却步; 3、另一方面,国内DCS近一二十年的发展已经相对成熟,能够较顺利地将模拟仪器的输出纳入到工业网络系统中去,一部分用户并不急于更新提高,这更使供货商在这方面的投入意念不强,动力不足。 但是,发展是持续的而且是快速的。工业现代化产生成果的同时所带来的负面效应日益明显,更大地降低能源和原材料消耗,更严格地控制污染(排放),更加安全地生产等,使得国际现场总线技术及流程现场装备的发展势头十分迅猛,国内一些基础产业如能源、材料等工业领域早几年也已经开始运用,并且产生了良好效果,越来越多的工业部门认识到这些是现代工业过程自动化生产的重要目标和要求之一,是一个必然的发展趋势,而作为体现并实现这一思想的现场总线及其满足这一要求的在线分析器设备是促进并推动过程工业自动化向更高程度发展的必须具备的物质条件,为适应这种发展北京北分瑞利集团北分麦哈克公司推出了具有这种功能的产品。其更进一步的内容稍后还有介绍。

[align=left] 高新品牌[b]数字化移动DR[/b]性能优势介绍?移动式无线数字成像系统(Mobile DR)正在蓬勃发展,因为它可以直接创建有数字格式的图像。它被认为比CR系统更具有竞争力,它比CR系统有着更好的空间分辨率和对比度,由于提高了X线光子转化效率(DQE),病人接受射线的剂量更小,尤为重要的是大大提高放射技术的工作流通量,为了达到更高的效率,[b]数字化移动DR[/b]必须集成在PACS系统中。他从根本上改变了医学图像的采集、显示、存储、交换方式和手段。完全取代胶片,展示了诱入的前景。[/align][align=left] 优秀[b]数字化移动DR[/b]满足临床医生对图像效果越来越高要求,提高放射科室工作效率,方便人员操作和科室对贵重设备管理。选购的话可以看看普爱医疗器械公司生产的[b]数字化移动DR[/b]PLX8200是高档200毫安数字X光机采用永磁式自锁结构,定位精确、安全可靠,红外控制,方便安全面可全方位自由浮动,方便定位有需要的话可以拨打咨询电话:400-025-6366进行咨询。[/align][align=left][img=,690,690]http://ng1.17img.cn/bbsfiles/images/2018/06/201806151332547165_9035_3128544_3.jpg!w690x690.jpg[/img][/align][align=left](普爱医疗品牌----数字化X光机PLX8200)[/align][align=left] [b]数字化移动DR[/b]PLX8200产品特点:[/align][align=left] 1.全电动可升降及自主研发生产新型可旋转的新型U型臂主机架设计,大范围升降、旋转角度,可适用于病人不同体位的定位要求,满足站立和平卧病人多部位摄影要求,同时操作灵活简便。[/align][align=left] 2.国际领先的单CCD超级数字探测器,成像更清晰。[/align][align=left] 3.国内首创的大功率组合式高频高压X射线发生器及wsrxfjl高频逆变电源,省去外置高压发生器及高压电缆,外型更小巧美观,使用更方便安全。[/align][align=left] 4.新型U臂专用摄影床,床面浮动电磁锁定设计,方便平卧病人摄影时精确定位。[/align][align=left] 5.新型DR专用控制台设计,采用图形化真彩色触摸式液晶屏全数字智能控制系统,操作简单明了,使用方便安全。[/align][align=left] 6.设有多部位、多体位、多体型的成人、儿童等人体特征摄影参数设置,同时用户可自由修改及存贮,使操作更为简便。[/align][align=left] 7.采用高品质高频高压X射线发生器及高频逆变电源,射线品质好,皮肤剂量低,图像清晰度、对比度好。[/align][align=left] 8.采用KV、mAs数字闭环控制技术,微处理器jcvdtfsp实时控制,保证输出剂量精确、重复性好。[/align][align=left] 9.具备多重自动保护及故障提示功能,仪器使用更安全可靠。[/align][align=left] 10.支持国际Dicom3.0 ,方便联入PACS系统,进行传输、打印。[/align][align=left] 11.采用全自动的数码控制驱动技术,精确、可靠。[/align][align=left] 12.手持控制器、面膜按键、液晶触摸屏三种方便快捷的控制方式。[/align][align=left] 13.采用太空科学研究(KODAK)CCD, 反射式单CCD结构设计,芯片能够有效避开X射线照射,不易损坏,寿命增长。[/align]
给数据驱动的质量管理提供了可靠、及时、完整可追溯的质量数据数字化检测对于企业最直接的价值,就是给数据驱动的质量管理提供了可靠、及时、完整可追溯的质量数据,使后续的质量决策有了依据和基础。不论是用来做分析,还是应对客户要求提供检测报告,数字化检测提供了质量管理用数据说话的原材料。对于质量管理而言,都在强调数据驱动的质量管理,不论是精益六西格玛、卓越运营或是其他的质量改善方法,都强调用数据说话。如果没有数字化检测,很难做到真正意义上数据驱动的质量管理。对于质量管理系统而言,如果检测和数据采集的过程基于纸质表格的方式来做,就会存在数据的可靠性不能保证的问题。数字化检测系统能够确保质量策划(取样计划、检验计划、质量控制计划等)和具体质量方针得到严格执行,对检测过程进行引导和限制,进而保证了质量检验数据的可靠性。只有有了可靠、及时、完整可追溯的质量数据,我们后续才能去做更有价值和意义的质量分析与改进、报表呈现等工作,2、数字化检测是质量合规的好抓手数字化检测不仅可以提供可靠、及时的质量数据,还可以确保质量信息的可追溯。质量管理特别强调可追溯性,尤其是当企业发生质量问题的时候,需要从质量问题发生的点,追溯到生产过程、检验过程,以及生产设备的参数,原材料的批次,原材料的检验情况,乃至供应商生产原材料时的质量管理是怎么做的,以及供应商的质量检验和企业来料检验结果之间是否有差异,差异的原因等。这些可追溯的不同维度的质量数据,为企业质量管理改进、质量管理合规性提供了可以价值落地的切实有效的方法。









 我要推广仪器
我要推广仪器
 下载APP
下载APP




