推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转1545
留言咨询
400-860-5168转3181
留言咨询
400-860-5168转1545
留言咨询
400-860-5168转3181
留言咨询
 400-860-5168转1545
留言咨询
400-860-5168转1545
留言咨询



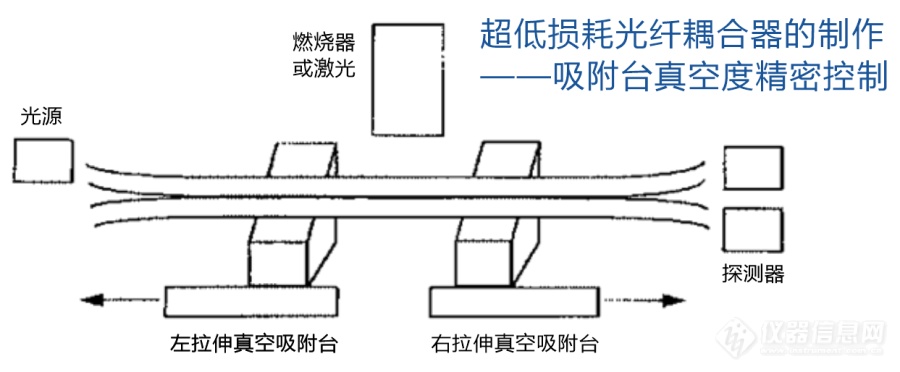
[align=center][img=真空压力控制,690,285]https://ng1.17img.cn/bbsfiles/images/2022/04/202204282026227435_9583_3384_3.png!w690x285.jpg[/img][/align][color=#ff0000]摘要:熔融法光纤拉锥系统中,极小损耗的光纤耦合对应于一个吸附固定光纤的最佳真空度,由此需要对吸附真空度进行精密控制,并找出此最佳真空度值。本文针对稳定批产制作极小损耗的光纤拉锥系统,提出了真空系统改进方案,由此可实现真空度的精密控制。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#ff0000]一、问题的提出[/color][/size]在光纤拉锥系统制作光纤耦合器和光纤锥体过程中,一般采用真空吸附方式和特制夹具配合将两根或多根光纤定位并夹持在光学平台上,并以一定的方式使两根或多根裸纤旋转和对轴靠拢,用氢氧焰或激光进行加热熔融,同时以一定的速度向两边拉伸,最终在加热区形成双锥体形式的特殊波导结构。目前的这种光纤拉锥技术很难稳定地批量制作出损耗小于0.1的光纤耦合器,这主要是由于真空吸附将光纤固定的太紧所造成。有文献报道了对吸附固定夹具用的真空系统进行了改进,在一系列不同的吸附固定真空度下制作了相应的光纤耦合器,证明了在整个真空度范围内的耦合损耗有个最小区域,真空度在120mBar时损耗最小为0.05dB,如图1所示。[align=center][color=#ff0000][img=真空压力控制,500,310]https://ng1.17img.cn/bbsfiles/images/2022/04/202204282027598055_8620_3384_3.png!w690x428.jpg[/img][/color][/align][align=center][color=#ff0000]图1 不同真空压力下的耦合损耗[/color][/align]从图1结果可以看出,并不是真空度越高越好,真空度越高,光纤固定越紧,耦合损耗反而会较大。由此可见,为了得到超低损耗的光纤耦合器件,就必须对真空吸附装置的真空度进行精密控制。本文将针对光纤拉锥法制作超低损耗光纤耦合器件过程中对真空度精密控制的要求,提出真空控制系统技术方案以及相应的配套内容,以实现真空度的精密和快速控制。[size=18px][color=#ff0000]二、技术方案[/color][/size]为了实现左右拉伸夹具中对吸附真空度的精密控制,在原有真空系统中增加一个真空罐,只要实现对真空罐内真空压力的控制,即可对左右拉伸夹具的吸附真空度进行控制,如图2所示。[align=center][color=#ff0000][img=真空压力控制,550,452]https://ng1.17img.cn/bbsfiles/images/2022/04/202204282028327555_6494_3384_3.png!w690x568.jpg[/img][/color][/align][align=center][color=#ff0000]图2 光纤拉锥机真空度控制系统结构示意图[/color][/align]图2所示的真空度控制系统主要包括电动针阀、真空计、PID控制器和真空泵。真空度的精密控制采用动态控制法,即根据真空计的测量值与设定值的比较,PID控制器同时调节进气流量和抽气流量,以快速达到动态平衡,将真空度控制在设定值上,控制精度可达±1%。总之,通过真空度的精密控制,可实现超低损耗的光纤耦合器件的稳定批产制作。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
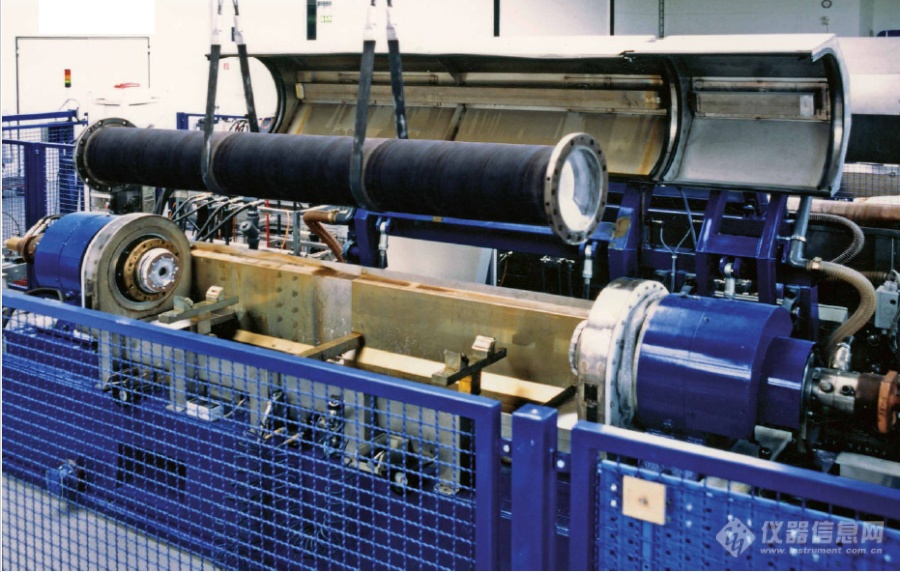
[color=#cc0000]摘要:等离子熔融工艺是目前国际上生产高纯度熔融石英玻璃圆筒最先进的工艺之一,在产品的低羟基浓度、低缺陷浓度、成品率、生产效率和节能环保等方面具有非常突出的优势。本文针对石英玻璃等离子熔融工艺成型设备,设计并提出了一种真空过程实现方案,可进行等离子加热过程中的炉内真空度(气压)实时控制和监测,以满足高纯度熔融石英等离子工艺过程中的不同需要。[/color][hr/][size=18px][color=#cc0000]1.简介[/color][/size] 等离子熔融工艺是目前生产透明和不透明熔融石英空心圆筒坯件最先进的工艺技术,通过此工艺可以一次完成高纯度熔融石英圆筒胚件的制造,在成品率、生产效率和节能环保等方面具有独到的优势。 在等离子熔融工艺过程中,将高纯石英砂注入到旋转炉中,依靠离心力控制成品尺寸。在熔融工艺过程中,旋转炉中的高纯保护气体使得电极间能够激发等离子电弧,所产生的等离子电弧使晶态石英砂熔化为熔融石英。 目前全球唯一采用此独特工艺生产熔融石英空心圆筒的厂家是德国昆希(Qsil)公司,如图 1所示,昆希公司使用这种独有的“一步法”等离子加热熔融工艺生产透明和不透明熔融石英空心圆筒(坯)。[align=center][img=,690,]https://ng1.17img.cn/bbsfiles/images/2020/10/202010262149468212_8828_3384_3.png!w690x438.jpg[/img][/align][align=center][color=#cc0000]图1. 德国昆希(Qsil)公司等离子熔融工艺石英玻璃成型设备[/color][/align] 熔融石英玻璃在生产过程中,熔融态的石英玻璃将发生极其复杂的气体交换现象,此时气体的平衡状态与加热温度、炉内气压、气体在各相中的分压及其在玻璃中的溶解、扩散速度有关。因此,为获得羟基浓度小于50ppm且总缺陷(直径小于20um的气泡和夹杂物)浓度小于50个/立方厘米的高纯度熔融石英玻璃锭,需要根据加热温度选择不同的气体和真空工艺。本文提出了一种真空工艺实现方案,可进行等离子加热过程中的炉内气压实时控制和监测,以满足高纯度熔融石英等离子熔融工艺过程中的各种不同需要。[size=18px][color=#cc0000]2.真空度(气压)控制和监测方案[/color][/size] 与等离子熔融工艺石英玻璃成型设备配套的真空系统框图如图 2所示,可实现成型设备加热桶内的真空度(气压)在0.1~700Torr范围内的精确控制,控制精度可达到±1%以内。 如图2所示,真空系统的设计采用了下游控制模式,也可根据具体工艺情况设计为上游和下游同时控制模式。整个真空系统主要包括气源、进气流量控制装置、真空度探测器、出气流量控制和真空泵等部分。[align=center][color=#cc0000][img=,690,]https://ng1.17img.cn/bbsfiles/images/2020/10/202010262150259848_5706_3384_3.png!w690x345.jpg[/img][/color][/align][align=center][color=#cc0000]图2. 真空系统框图[/color][/align] 来自不同气源的气体通过可控阀门形成单独或混合气体进入歧管,然后通过一组质量流量控制器和针阀来控制进入成型设备的气体流量,由此既能实现设备中的真空度快速控制和避免较大的过冲,又能有效节省某些较昂贵的惰性气体。 成型设备内真空度的形成主要靠真空泵抽取实现,抽取的工艺气体需要先经过滤装置进行处理后再经真空泵排出。 工艺气体的真空度(气压)通过两个不同量程的真空计来进行监测,由此来覆盖整个工艺过程中的真空度控制和测量。 真空度的精确控制采用了一组质量流量控制器、调节阀控制器和阀门,可以实现整个工艺过程中任意真空度设定点和变化斜率的准确控制。 整个真空系统内的传感器、装置以及阀门,采用计算机结合PLC进行数据采集并按照程序设定进行自动控制。[size=18px][color=#cc0000]3.说明[/color][/size] 上述真空系统方案仅为初步的设计框架,并不是一个成熟的技术实施方案,还需要结合实际工艺过程和参数的调试来对真空系统方案进行修改完善。 真空度控制与其他工程参数(如温度、流量等)控制一样,尽管普遍都采用PID控制技术,但对真空度控制而言,则对控制器的测量精度和PID控制算法有很高的要求,而进口配套的控制器往往无法达到满意要求。 另外,如在真空度控制过程中,真空容器中的真空度会发生改变,系统的时间常数 也随之改变,这意味着具有固定控制参数的控制器只能最佳地控制一个压力设定值。如果压力设定值改变,控制器的优化功能将不再得到保证。必须对控制参数进行新的调整,通常是手动进行。
1 前言 煤灰的熔融性是动力用煤高温特性的重要测定项目之一,是动力用煤的重要指标,它反映煤中矿物质在锅炉中的变化动态。测定煤灰熔融性温度在工业上特别是火电厂中具有重要意义。 第一,可以提供锅炉设计选择炉膛出口烟温和锅炉安全运行的依据。在设计锅炉时,炉膛出口烟温一般要求比煤灰的软化温度低50~100℃,在运行中也要控制在此温度范围内,否则,会引起锅炉出口过热器管束间灰渣的“搭桥”,严重时甚至发生堵塞,从而导致锅炉出口左右侧过热蒸汽温度不正常。 第二,可以预测燃煤的结渣。因为煤灰熔融性温度与炉膛结渣有密切关系。根据煤粉锅炉的运行经验,煤灰的软化温度小于1350℃就有可能造成炉膛结渣,妨碍锅炉的连续安全运行。 第三,可为不同锅炉燃烧方式选择燃煤。不同锅炉的燃烧方式和排渣方式对煤灰的熔融性温度有不同的要求。煤粉固态排渣锅炉要求煤灰熔融性温度高些,以防炉膛结渣;相反,对液态排渣锅炉,则要求煤灰熔融性温度低些,以避免排渣困难。因为煤灰熔融性温度低的煤在相同温度下有较低的粘度,易于排渣。 第四,可判断煤灰的渣型。根据软化区间温度(DT—ST)的大小,可粗略判断煤灰是属于长渣或短渣。一般认为当(ST—DT)=200~400℃为长渣;(ST—DT)=100~200℃为短渣。通常锅炉燃用长渣煤时运行较安全。燃用短渣煤时,由于炉温增高,固态排渣炉可能在很短的时间内就出现大面积的严重结渣情况;燃用长渣煤时,DT、ST之间的温差虽超过200℃,但固态排渣炉的结渣相对进行得较为缓慢,一旦产生问题,也常常是局部性的。 综上所述,是煤灰熔融性测定的重要性,必须掌握煤灰熔融性的准确测定方法,以达到确保锅炉安全经济燃烧的目的。2 测定煤灰熔融性设备的技术要求 按国家标准GB219—74规定要求,应用硅碳管高温炉应满足有足够大的恒温区,恒温区内温差应不大于5℃;能按照规定的温升速度升温至1500℃;炉内气氛能方便控制为弱还原性或氧化性;能在试验过程中随时观察试样的变化情况;电源要有足够容量,可连续调压。 铂铑—铂热电偶及高温计,测温范围为0~1600℃,最小分度为5K,经校正后(半年校正一次)使用,热电偶要用气密性刚玉管保护,防止热端材质变异。 灰锥模子,由对称的两半块构成的黄铜或不锈钢制品。 灰锥托板模,由模座、垫片和顶板三部分构成,用硬木或其他坚硬材料制做。 常量气体分析器,可测定一氧化碳、二氧化碳和氧气含量。3 气氛条件的控制 煤灰熔融性温度测定的气氛一般有两种,一种是氧化性气氛,另一种是弱还原性气氛。常用的气氛是弱还原性气氛。这是因为在工业锅炉的燃烧中,一般都形成由CO、H2、CH4、CO2和O2为主要成分的弱还原性气氛,所以煤灰熔融性温度测定一般也在与之相似的弱还原性气氛中进行。所谓弱还原性气氛,是指在1000~1300℃范围内,还原性气体(CO、H2、CH4)总含量在10%~70%之间,同时在1100℃以下时,它们和CO2的体积比不大于1:1,含氧量不大于0.5%。 对于弱还原性气氛的控制方法,一般有两种,一种是封碳法,它是将一定量的木碳、石墨、无烟煤等含碳物质封入炉中,这些物质在高温炉中燃烧时,产生还原气体(CO、H2、CH4),形成弱还原性气氛。封碳法简单易行,在国内普遍采用。另一种是通气法,在测定煤灰熔融性温度的炉内通入40%±5%的一氧化碳和60%±5%的二氧化碳混合气或50%±10%的二氧化碳和50%±10%的氢气混合气。通气法容易调节并能获得规定的气体组成。对于氧化性气氛的控制,是煤灰熔融性温度测定炉内不放置任何含碳物质,并使空气在炉内自由的流通,这一方法更为简单,也被许多电厂采用。4 测定步骤4.1 灰的制备 取粒度小于0.2mm的分析煤样,按照测定灰分的方法,将煤样置于瓷方皿内,放入箱形电炉中,使温度在30min内逐渐升到500℃,在此温度下保持30min,然后升至815±10℃,关闭炉门灼烧1h,使煤样全部灰化,之后取出方皿冷却至室温,再将煤灰样用玛瑙钵研细,使之粒度全部达到0.1mm以下。4.2 灰锥的制做 取1~2g煤灰样放在瓷板或玻璃板上,用数克糊精水溶液湿润并调成可塑状,然后用小尖刀铲入不锈钢灰锥模中挤压成高为20mm,底边长7mm的正三角形锥体,锥体的一个棱面垂直于底面。用小尖刀将模内灰锥小心地推至瓷板或玻璃板上,放在空气中干燥或放入60℃恒温箱内干燥后备用。4.3 在弱还原性气氛中测定 用10%糊精水溶液将少量氧化镁调成糊状,用它将灰锥固定在灰锥托板的三角坑内,并使灰锥的垂直棱面垂直于托板表面。将带灰锥的托板置于刚玉舟的凹槽内,如用封碳法来产生弱还原性气氛,预先在舟内放置足够量的碳物质。打开高温炉炉盖,将刚玉舟徐徐推入炉内,使灰锥位置恰好处于高温恒温区的中央,将热电偶插入炉内,使其顶端处于灰锥正上方5mm处,关上炉盖,开始加热并控制升温速度为:900℃以下时,(15~20℃/min),900℃以上时(5±1℃/min)。如用通气法产生弱还原性气氛,应通入1:1的氢气和二氧化碳混合气体,当炉内温度为600℃时开始通入二氧化碳,以排除炉内的空气,700℃时开始通入混合气体。气密性较好的炉膛,每分钟通入100ml,以不漏入空气为准。每20min记录一次电压、电流和温度。随时观察灰锥的形态变化(高温下观察时,需戴上墨镜),记录灰锥的四个熔融特征温度:变形温度DT,软化温度ST,半球温度HT,流动温度FT。待全部灰锥都达到流动温度或炉温升至1500℃时断电,结束试验,待炉子冷却后,取出刚玉舟,拿下托板,仔细检查其表面,如发现试样与托板作用,则需另换一种托板重新试验。5 测定结果的判断 在测定过程中,灰锥尖端开始变圆或弯曲时温度为变形温度DT,如有的灰锥在弯曲后又恢复原形,而温度继续上升,灰锥又一次弯曲变形,这时应以第二次变形的温度为真正的变形温度DT。 当灰锥弯曲至锥尖触及托板或锥体变成球形或高度不大于底长的半球形时的温度为软化温度ST。 当灰锥变形至近似半球形即高等于底长的一半时的温度为半球温度HT。 当灰锥熔化成液体或展开成高度在1.5mm以下的薄层或锥体逐渐缩小,最后接近消失时的温度为流动温度FT。某些灰锥可能达不到上述特征温度,如有的灰锥明显缩小或缩小而实际不熔,仍维持一定轮廓;有的灰锥由于表面挥发而锥体缩小,但却保持原来形状;某些煤灰中SiO2含量较高,灰锥易产生膨胀或鼓泡,而鼓泡一破即消失等,这些情况均应在测定结果中加以特殊说明。6 测定结果的表达 将记录灰锥的四个熔融特征温度(DT、ST、HT、FT)的重复测定值的平均值化整到10℃报出。当炉内的温度达到1500℃时,灰锥尚未达到变形温度,则该灰样的测定结果以DT、ST、HT、FT均高于1500℃报出。由于煤灰熔融性是在一定气氛条件下测定的,测定结果应标明其测定时的气氛性质及控制方法。标明托板材料及试验后的表面状况,及试验过程中产生的烧结、收缩、膨胀和鼓泡等现象及其产生时的相应温度。 根据灰熔融性温度的高低,通常把煤灰分成易熔、中等熔融、难熔和不熔四种,其熔融温度范围大致为: 易熔灰ST值在1160℃以下; 中等熔融灰ST值在1160~1350℃之间; 难熔灰ST值在1350~1500℃之间; 不熔灰ST值则高于1500℃。 一般把ST值为1350℃作为锅炉是否易于结渣的分界线,灰熔融性温度越高,锅炉越不易结渣;反之,结渣严重。7 煤灰熔融性测定的精密度 煤灰熔融性测定的精密度值见表1。(略)8 影响煤灰熔融性温度的因素8.1 粒度大小 煤灰粒度小,比表面积大,颗粒之间接触的机率也高,同时,还具有较高的表面活化能,因此,同一种煤灰,粒度小的比粒度大的熔融性温度低。例如某种煤的煤灰的软化温度在粒度小于600μm 时为1175℃;粒度小于250μm时为1165℃;粒度小于75μm时为1140℃。8.2升温速度 若在软化温前200℃左右,急剧升温比缓慢升温所测出的软化温度高。当升温速度缓慢时,煤灰中化学成分间相对有时间进行固相反应,因此,软化温度点相对在较低温度出现。8.3 气氛性质 煤灰的熔融性温度受气氛性质的影响最为显著,特别是含铁量大的煤灰更为明显。这主要是由于煤灰中铁在不同性质气氛中有不同形态,并进一步产生低熔融性的共熔体所致。因此要定期检查炉内气氛的性质,才能保证测定结果的可靠性,通常检查炉内气氛性质的方法有下列两种。参比灰锥法:此法简单易行,效果较好,被广泛采用。先选取具有氧化和弱还原性两种气氛下的煤灰熔融性温度的标准煤灰,制成灰角锥,而后置于炉中,按正常操作测定其四个特征温度,即变形温度(DT),软化温度(ST),半球温度(HT),流动温度(FT)。 当实测的软化温度(ST),半球温度(HT),流动温度(FT)与弱还原性气氛下的标准值相差不超过50℃时,则认为炉内气氛为弱还原性。如果超过50℃,则要根据实测值与氧化气氛或弱还原性气氛下的相应标准值的接近程度及封碳物质的氧化情况判断炉内气氛性质。气体分析法:用一根内径为3~5mm









 我要推广仪器
我要推广仪器
 下载APP
下载APP


