推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转4727
留言咨询
400-860-5168转4727
留言咨询




[size=5][font=楷体_GB2312]各相关单位,各位委员:[/font][font=楷体_GB2312] [/font][/size][size=5][font=楷体_GB2312][/font][/size][size=5][font=楷体_GB2312]根据全国力值、硬度计量技术委员会秘书处转发的国家质量监督检验检疫总局国质检量函[2009]393号文件通知,[/font][/size][size=5][font=楷体_GB2312]由陕西省建筑科学研究院[/font][font=楷体_GB2312]主编,西安长庆科技工程有限责任公司,南京土壤仪器厂有限公司参编制定国家制定的《固结仪校准规范》。现将《固结仪校准规范》(征求意见稿)发给贵处,请对此提出宝贵意见。请尽快将意见寄回制定单位。或与[/font][/size][size=5][font=楷体_GB2312]全国力值、硬度计量技术委员会秘书处联系。对于由于时间紧迫带给各位的不便深表歉意。 [/font][/size][align=right][size=5][font=楷体_GB2312]全国力值、硬度计量技术委员会秘书处 [/font][/size][/align][align=right][size=5][font=楷体_GB2312][/font][/size][/align][align=right][size=5][font=楷体_GB2312]2010年8月23日[/font][/size][/align]
求最新微粉磨料标准,谢谢!GB/T 2481.2-2009固结磨具用磨料 粒度组成的检测和标记 第2部分:微粉——中华人民共和国国家标准
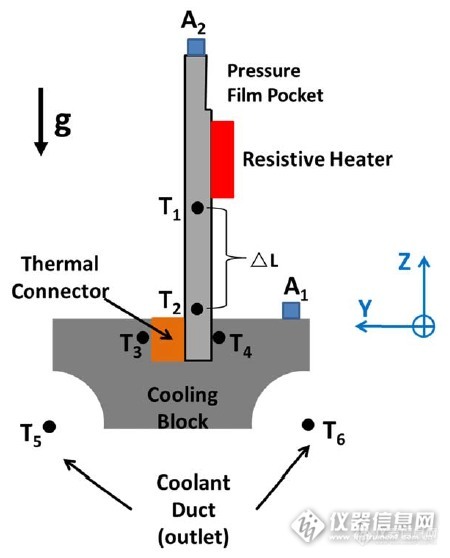
[b][color=#ff0000]1. 技术现状[/color][/b] 目前国内外针对空间用VPX机箱与板卡紧固结构接触热阻的测试,大多采用如图 1-1所示的测试模型。[align=center][img=,450,558]http://ng1.17img.cn/bbsfiles/images/2017/06/201706262131_01_3384_3.png[/img][/align][align=center][color=#3333ff]图 1-1 板框紧固结构接触热阻测试模型示意图[/color][/align] 接触热阻测试过程中,一般将整个测试装置放置在真空腔体内。如果需要在振动环境下进行考核,还需将放置了热阻测量装置的真空腔固定在振动台上。 测试过程中,先通过真空腔和振动台模拟出空间使用环境,然后通冷却液,并对电阻加热器通电和对压紧条加载一定的扭矩。当测量装置达到稳定状态后(真空度、振动频率、加热电流电压、温度和扭矩恒定不变),通过测量加载的电流电压以及温度值,可以按照下列公式计算出相应的接触热阻。[align=center]R=ΔT/Q[/align] 式中: R代表接触热阻、ΔT代表相应位置之间的温度差、Q代表加载的电功率。[b][color=#ff0000]2. 问题的提出[/color][/b] 以上测试模型所假设的边界条件是热阻测量装置四周绝热,即假定加热器产生的热量全部流经板框进入冷却的VPX机箱壳体而没有其它热损失。但这种假设会给实际测试带来巨大误差,这主要是因为以下三个原因: (1)加热器的一部分热量会通过加热器表面以对流和辐射形式散失掉。 (2)板框上加热器未覆盖部分表面也会以对流和辐射形式散热。 (3)测试环境的温度、湿度和气压的不同造成对流与辐射散热大小的不同。 由于以上原因,造成流经接触面的热量往往要小于所加载的电功率,如果直接采用加载的电功率进行热阻计算,所得到的热阻测试结果往往会比实际热阻小很多,加热功率越大这种误差就会越大。 尽管国内外对卡框接触热阻测试技术的研究已经开展了二十多年,但至今国内外还未建立相应的标准测试方法,主要难度在于测试过程中如何保证边界条件的一致性和消除上述的热损失。[b][color=#ff0000]3. 标准化测试关键技术[/color][/b] 为了解决卡框接触热阻测试标准化问题,需要解决以下几方面边界条件的一致性: (1)电加热器加载功率的恒定 尽管国外有文献报道采用隔热材料包裹整个测量装置,但这种被动式方法还是会带来较大散热,加热器上很大一部分热量被用来加热了隔热材料。最有效的办法是采用主动式护热技术(等温绝热技术),主动式护热技术在材料热物理性能测试技术中常被用到,如ASTM D5470、ASTM C177和GB/T 10294等,也就是距离加热器外表面一定间距加一个护热套,采用温差探测装置来控制护热套与加热器的温度始终保持一致,从而实现等温绝热,使得加热器热量无热损的只能向板框传递。 (2)真空度的恒定 真空度是接触热阻变化的一个重要变量,标准化的热阻准确测量,必须要对真空度进行精确控制。










 我要推广仪器
我要推广仪器
 下载APP
下载APP


