推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 铜牌8年
留言咨询
铜牌8年
留言咨询

 400-628-5299
留言咨询
400-628-5299
留言咨询
 400-860-5168转3510
留言咨询
400-860-5168转3510
留言咨询
 400-860-5168转1451
留言咨询
400-860-5168转1451
留言咨询




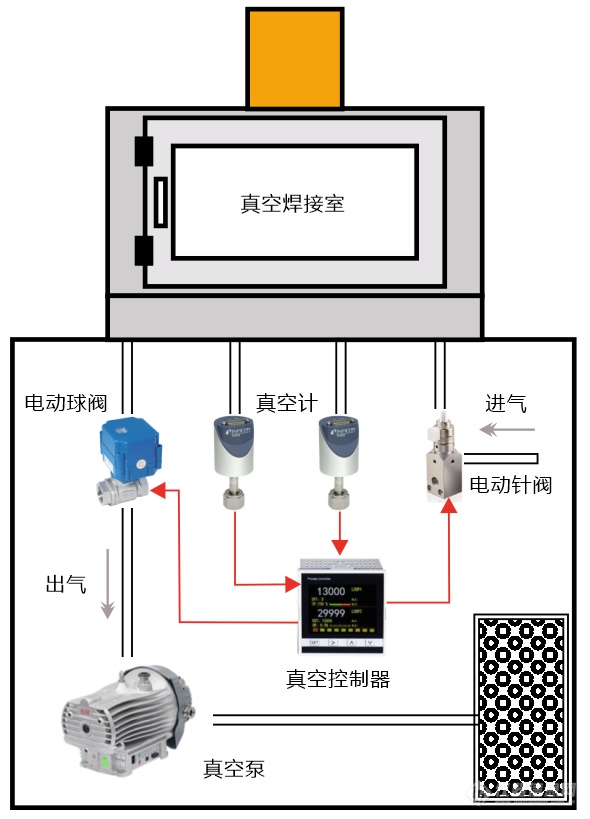
[color=#990000]摘要:本文针对微激光束焊接中真空控制系统的压力调节,介绍了相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、排气电动球阀和双通道高精度PID控制器,并采用上游和下游控制模式可实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[/color][align=center][color=#990000]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/color][/align][color=#990000] [size=18px]一、背景介绍[/size][/color]微激光束焊接 (LBW) 也称为微焊接,是通过投射出的微小直径激光光束,产生微观焊缝将不同金属熔合在一起。最近有客户提出定制要求,要求在微激光束焊接的系统中,配备用于精确压力调节的真空控制系统。具体要求是焊接腔室内充入惰性气体,焊接腔室内的绝对气压在10Pa至一个大气压(0.1MPa)的真空范围内精确恒定控制,在任意控制点上的气压波动小于±1%。本文将针对上述客户对微激光束焊接中真空控制系统的压力调节技术要求,提出相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、出气电动球阀和双通道高精度PID控制器,并针对不同真空度量程分别采用上游和下游控制模式实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[size=18px][color=#990000]二、解决方案[/color][/size]微激光束焊接 (LBW) 真空控制系统的压力调节解决方案如下图所示。[align=center][img=微激光束焊接中的真空控制系统,400,555]https://ng1.17img.cn/bbsfiles/images/2022/09/202209201618016926_439_3221506_3.png!w590x819.jpg[/img][/align]由于微激光束焊接所要求的气压调节范围(绝对压力)为10Pa~0.1MPa的真空度,并实现全量程任意设定真空度在恒定过程中的波动率小于±1%,而且还要求对焊接过程中所引起的气压波动进行快速调节并恒定能力,故本解决方案采用两个控制回路来覆盖全量程。第一个控制回路负责控制1kPa~101kPa范围的高气压,采用了1000Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第一通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动球阀,使得焊接室内的气压快速达到设定值并保持恒定。第二个控制回路负责控制10Pa~1kPa范围的低气压,采用了10Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第二通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动针阀,使得焊接室内的气压快速达到设定值并保持恒定。为保证控制精度和稳定性,此解决方案中要求电动针阀和球阀需要具有1秒以内的响应速度,并要求双通道PID控制器具有24位AD和16位DA的高精度。此解决方案已成功得到广泛应用。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
双光束分光光度计比单光束分光光度计结构复杂,可实现吸收光谱的自动扫描,扩大波长的应用范围,消除光源强度波动所带来的影响。具有较高的测量精密度和准确度,而且测量方便快捷,特别适合进行结构分析。
美国ESI飞秒激光剥蚀系统想配个UPS电源,激光系统还给一个小型冷却水机供电。不知道具体功率是多少。想在断电后能续航2-3小时。有哪位朋友帮忙看看怎么配UPS电源。










 我要推广仪器
我要推广仪器
 下载APP
下载APP