推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转2844
留言咨询
400-860-5168转2844
留言咨询
 400-860-5168转2844
留言咨询
400-860-5168转2844
留言咨询
 400-860-5168转2844
留言咨询
400-860-5168转2844
留言咨询



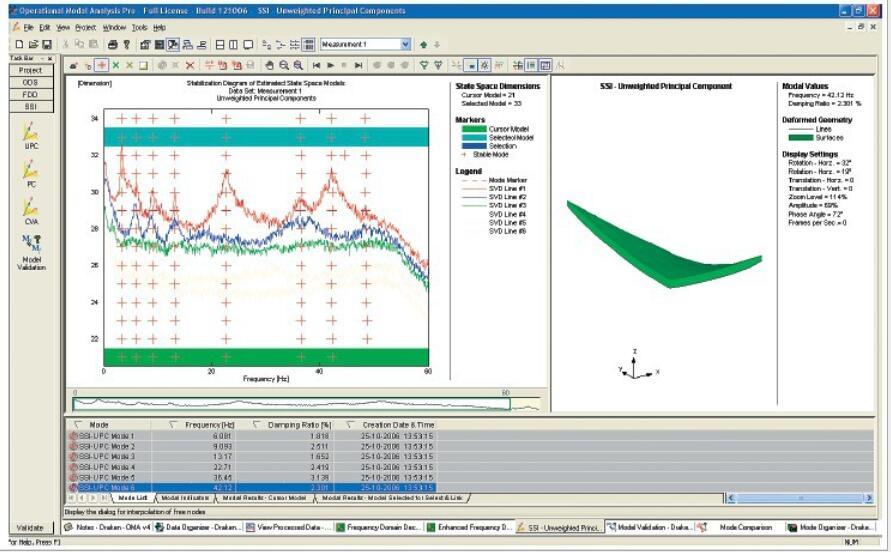
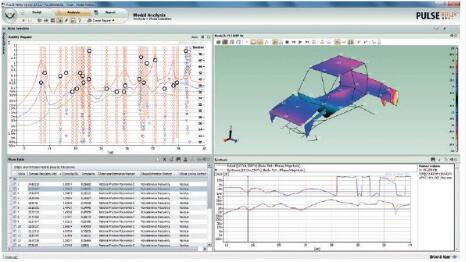
结构振动特性决定了结构工作的可靠性。振动测试中,常用的是传统的接触式测量方式,但对于轻质量结构,这种方式会产生附加质量和刚度问题,影响测试结果。笔记本电脑质量相对较轻,结构也复杂,其振动特性测量适合采用非接触测量方法,利用激光测振仪测量笔记本电脑结构的振动特性或开展模态测试分析。单点式激光测振仪可用于测量笔记本电脑结构的振动响应,扫描式激光测振仪可以用于笔记本电脑结构的模态测试分析或工作变形分析中。 [img=,558,311]https://ng1.17img.cn/bbsfiles/images/2019/03/201903271515449311_283_3859729_3.jpg!w558x311.jpg[/img]OptoMET数字型激光多普勒测振仪是一套高精度的振动测量仪器。该仪器可非接触且精确地测量振动和声学信号,包括振动位移、速度和加速度。它具有超高的光学灵敏度,并利用自行研发的超速数字信号处理技术(UltraDSP),不仅能快速测量简单系统的振动,也能测量极具挑战的系统,包括高频振动,远距离测试,微小振幅,高线性和高振动加速度或速度。超速数字信号处理技术(UltraDSP)确保了测量的高分辨率和高精度。OptoMET激光测振仪具有出色的线性度,测试频带宽,最高可达10MHz。 OptoMET激光测振仪有四个系列:分别是Vector、Nova、Dual Fiber、Scan系列:Vector系列氦氖激光测振仪是通用性激光测振仪,适用与大多数非接触式振动测量应用场合。该系列激光测振仪特别适用于反射性表面或水中的测试,以及需要激光光斑尽可能小的应用场合。Nova系列激光测振仪采用不可见的短波红外激光(1550nm),这种激光束的输出功率超过传统红色氦氖激光10倍,但激光安全等级仍然是人眼安全的激光等级(Class I)。短波红外激光入射功率大,Nova系列红外激光测振仪适用于粗糙表面和低反射率表面的振动测量,长距离振动测量和高频振动测量。选用不同的光学镜头,包括一款准直镜头,Nova系列红外激光测振仪的工作距离覆盖0mm到300m。Dual Fiber双光纤短波红外激光测振系统包括一套短波红外激光测振仪和一套柔性光纤镜头,物镜包括准直镜头和聚焦镜头两种。这套激光测振仪内置了稳定的短波红外激光,在任何被测物表面的测量信号都有非常高的信噪比。多个光纤镜头可通过一个光纤开关连接至测振仪,因此,可以同时传输多个通道(2,4,8,16……),光纤开关带有电气接口(以太网、USB、TTL……),可以由 PC 远程控制。Scan系列扫描式激光测振仪和Nova系列一样采用短波红外激光进行测量。这套激光测振仪用于非接触式的振动测量,可对结构的振动进行可视化的测试和分析。采用这套仪器进行工作变形分析(ODS)或模态分析,过程就如同拍摄视频一样简单。通过预设定的测量点,激光测振仪可对整个被测面进行扫描式的测量。这种强大的扫描测振系统采用了当前最为先进的数字处理技术,同时集成了强大的数据采集、3D可视化以及数据分析软件。来源:嘉兆科技官网 来源链接:http://www.tnm-corad.com.cn/news/Show-5611.html

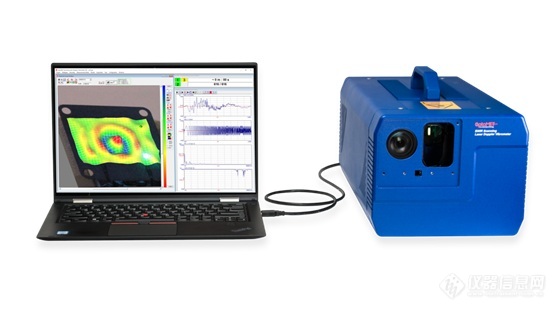
超声加工系统主要由超声电源、换能器、变幅杆、加工工具及磨料供给系统组成。超声变幅杆是超声加工系统中的核心部件,主要作用是把机械振动的质点位移或速度放大,或者将超声能量集中于较小面积处,即聚能作用。一般超声换能器辐射的振动幅度在20kHz范围内只有几微米,但在高声强超声应用中,比如超声加工、超声焊接、超声金属成型或其他超声疲劳试验等应用中,辐射面的振动幅度范围一般在几十微米到几百微米,因此必须在换能器的端面连接超声变幅杆,将机械振动放大。除此之外,超声变幅杆可以作为阻抗变换器,在换能器和声负载之间进行阻抗匹配,使超声能量更加有效向负载传输。在超声变幅杆的设计研究中,需要测量其振动频率、振型等参数。变幅杆的尺寸较小,利用传统加速度传感器会面临附加质量影响及如何固定传感器的问题。激光测振仪非接触的测量方式适用于测量变幅杆的振动频率,并获得位移,速度或加速度振幅。利用扫描式激光测振仪可以直接获取变幅杆的振型参数。[img=,334,195]https://ng1.17img.cn/bbsfiles/images/2019/04/201904221426182913_5511_3859729_3.jpg!w334x195.jpg[/img]超声变幅杆[img=,431,181]https://ng1.17img.cn/bbsfiles/images/2019/04/201904221426281325_9396_3859729_3.jpg!w431x181.jpg[/img]OptoMET数字型激光多普勒测振仪是一套高精度的振动测量仪器。该仪器可非接触且精确地测量振动和声学信号,包括振动位移、速度和加速度。它具有超高的光学灵敏度,并利用自行研发的超速数字信号处理技术(UltraDSP),不仅能快速测量简单系统的振动,还能测量极具挑战的系统,包括高频振动,远距离测试,微小振幅,高线性和高振动加速度或速度。超速数字信号处理技术(UltraDSP)确保了测量的高分辨率和高精度。OptoMET Scan系列扫描式激光测振仪采用短波红外激光进行测量。这套激光测振仪用于非接触式的振动测量,可对结构的振动进行可视化的测试和分析。采用这套仪器进行工作变形分析(ODS)或模态分析,过程就如同拍摄视频一样简单。通过预设定的测量点,激光测振仪可对整个被测面进行扫描式的测量。这种强大的扫描测振系统采用了当前最为先进的数字处理技术,同时集成了强大的数据采集、3D可视化以及数据分析软件。文章来源嘉兆科技http://www.tnm-corad.com.cn/news/Show-5665.html
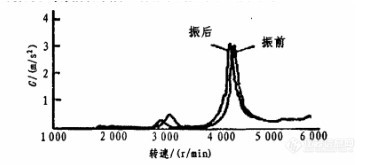
[font=微软雅黑]盾构是开发地下空间的重要施工装备,刀盘是盾构的主要工作部件,其结构强度是关系到盾构开挖效率、使用寿命、运行成本以及安全可靠性的关键之一。[/font][font=微软雅黑]在刀盘的焊接过程中,产生焊接应力与焊接变形根本原因是结构件在焊接中经受了不均匀的加热与冷却。焊接残余应力的存在,对刀盘的强度、疲劳寿命,结构变形等方面都是不利的。已有研究发现,刀盘本体结构内部在焊接等工艺流程引入的残余应力水平是影响刀盘结构强度的重要因素。这就要求在盾构的制造过程中有效消除或均化刀盘内部的残余应力,提高其抗外载能力和寿命。[/font][font=微软雅黑]本文以隧道施工的盾构刀盘为研究对象,研究应用[/font][url=http://www.jhvsr.com/][u][font=微软雅黑][color=#0000ff][font=微软雅黑]振动时效[/font][/color][/font][/u][/url][font=微软雅黑]处理技术消除刀盘焊接残余应力的方法及设备布置和参数设置,并对应用效果进行了评价。[/font][b][font=微软雅黑]刀盘参数[/font][/b][font=微软雅黑]1. [/font][font=微软雅黑][font=微软雅黑]大盘切削直径[/font][font=微软雅黑]6210mm;[/font][/font][font=微软雅黑]2. [/font][font=微软雅黑][font=微软雅黑]刀盘整体高度[/font][font=微软雅黑]1330mm[/font][/font][font=微软雅黑]3. [/font][font=微软雅黑][font=微软雅黑]刀盘刀梁厚度[/font][font=微软雅黑]450mm[/font][/font][font=微软雅黑]4. [/font][font=微软雅黑][font=微软雅黑]刀盘面板厚度[/font][font=微软雅黑]60mm[/font][/font][font=微软雅黑]5. [/font][font=微软雅黑][font=微软雅黑]刀盘背板厚度[/font][font=微软雅黑]40mm[/font][/font][font=微软雅黑]6. [/font][font=微软雅黑][font=微软雅黑]刀盘圆环厚度[/font][font=微软雅黑]80mm[/font][/font][font=微软雅黑]7. [/font][font=微软雅黑][font=微软雅黑]连接法兰厚度[/font][font=微软雅黑]180mm[/font][/font][font=微软雅黑]8. [/font][font=微软雅黑][font=微软雅黑]结构重量[/font][font=微软雅黑]40t[/font][/font][font=微软雅黑]9. [/font][font=微软雅黑]焊接工艺为二氧化碳气体保护焊[/font][font=微软雅黑]10. [/font][font=微软雅黑][font=微软雅黑]焊接材料为[/font][font=微软雅黑]1.2mm502焊丝[/font][/font][font=微软雅黑]11. [/font][font=微软雅黑][font=微软雅黑]结构材料为[/font][font=微软雅黑]Q345B钢板[/font][/font][font=微软雅黑][font=微软雅黑]刀盘本体为焊接结构,形状复杂,结构大部分采用厚度大于[/font][font=微软雅黑]40mm的Q345B钢板,且焊缝多为满焊缝。[/font][/font][b][font=微软雅黑]振动时效设备及处理工艺[/font][/b][font=微软雅黑][font=微软雅黑]设备采用南京聚航科技有限公司的[/font][font=微软雅黑]JH-700A智能频谱交流振动时效设备,适用于高刚性和高固有频率零件的残余应力消除,采用高速变频伺服电机,激振力大,效果好。智能控制,自动判断时效效果。可实时显示曲线、图形等失效数据,有在线打印功能。[/font][/font][font=微软雅黑]刀盘时效处理过程如下:[/font][font=微软雅黑]1. [/font][font=微软雅黑][font=微软雅黑]用橡胶垫支撑刀盘,由于刀盘重量较重,故采用[/font][font=微软雅黑]3个橡胶垫,使刀盘本体水平并处于良好的弹性状态。[/font][/font][font=微软雅黑]2. [/font][font=微软雅黑]将激振器安装在刀盘的一阶模态的波峰处。[/font][font=微软雅黑]3. [/font][font=微软雅黑]将加速度传感器固定在刀盘的一阶模态的波峰处。[/font][font=微软雅黑]4. [/font][font=微软雅黑][font=微软雅黑]对刀盘进行振动扫频实验,绘画出时效前的幅频曲线如图[/font][font=微软雅黑]1,找出谐振频率。[/font][/font][font=微软雅黑]5. [/font][font=微软雅黑][font=微软雅黑]在[/font][font=微软雅黑]3档激振力作用下对金属构件进行振动时效处理,振动时间为30min。[/font][/font][font=微软雅黑]6. [/font][font=微软雅黑][font=微软雅黑]在同等条件下,对刀盘进行时效后扫频实验,绘画出振动时效后的幅频曲线如图[/font][font=微软雅黑]1。[/font][/font][align=center][img=,355,166]https://ng1.17img.cn/bbsfiles/images/2024/01/202401241409143928_8127_5721920_3.jpg!w366x165.jpg[/img][font=Calibri] [/font][/align][align=center][font=微软雅黑][font=微软雅黑]图[/font][font=微软雅黑]1 主振点的幅-频曲线[/font][/font][/align][font=微软雅黑][font=微软雅黑]鉴于刀盘本体结构复杂,试验中采取了相同工艺增加辅振点的方法,来保证振动时效处理的效果,辅助振动时间为[/font][font=微软雅黑]15min。[/font][/font][b][font=微软雅黑]刀盘振动时效处理效果分析[/font][/b][font=微软雅黑][font=微软雅黑]通常根据幅[/font][font=微软雅黑]-频曲线的变化、共振频率的变化和激振功率的变化等来评价振动时效的效果。从图1可以看出,振后的振幅比振前的振幅略有增加,共振的频率振后比振前降低。同时,振后的峰值频带变窄。辅振点的幅-频曲线反应的现象也与图1一样。由此判断和分析出振动时效处理的工艺效果。做出这个判断的根据是当刀盘在激振能量的作用下产生塑性变形时,其残余应力得到松弛,金属的材质被强化。其结果是结构的阻尼下降,使激振能量更多地消耗在工件振动的位移上,提高工件的振幅;同时,工件阻尼的降低使工件振动的周期增加,振动频率降低。[/font][/font][b][font=微软雅黑]总结[/font][/b][font=微软雅黑]振动时效技术有效消除了刀盘本体因焊接产生的残余应力,稳定了结构外形尺寸,提高了刀盘本体的耐用性,从而在节约制造时间的同时提高了经济效益。通过采用振动时效去除焊接结构残余应力的实践,证明该方法去除残余应力的效果明显,而且节能、环保。对于大型焊接结构件,在不具备热处理条件时,采用振动时效处理在一定程度上是可行的。[/font]










 我要推广仪器
我要推广仪器
 下载APP
下载APP


