推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转6168
留言咨询
400-860-5168转6168
留言咨询
 400-860-5168转4642
留言咨询
400-860-5168转4642
留言咨询
 400-860-5168转4642
留言咨询
400-860-5168转4642
留言咨询





各位好:有下面的疑问,请教:计量检定的直角尺,规格:150mmX300mm,检定证书上只给出:1. 外观及各部分相互作用:合格;2.示值误差:+0.2mm. 计量检定依据为JJG7-2004.问题:由此怎样知道该直角尺的最大允许误差或等级?? 直角尺一般有00级、0级、1级等,如果知道级别,是否可知最大允许误差?是多少?
因建立实验室编写作业指导书,需平板、直角尺、V型铁等检验设备的检定规程,盼回复
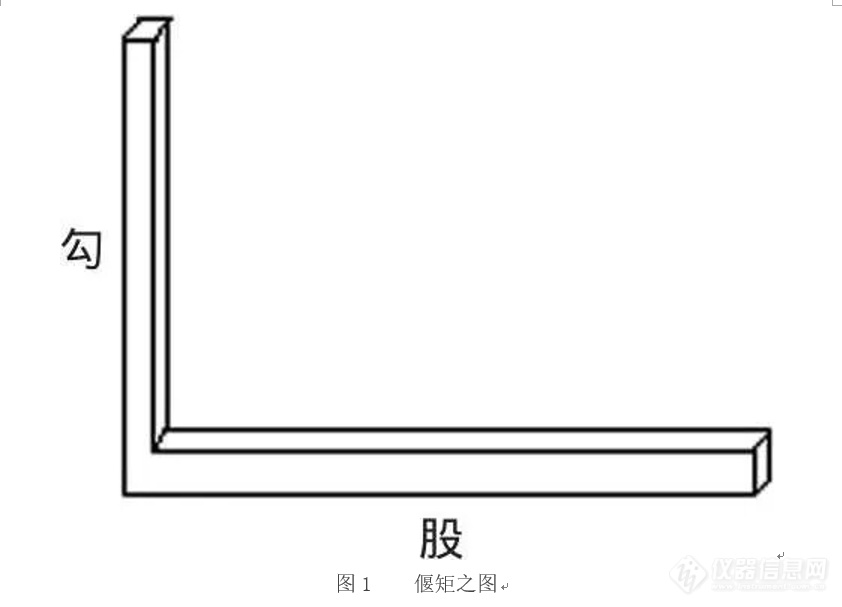
[color=#444444] 研究史料不难看出,中国古代的角度计量,在相当长一段历史时期处于[/color][color=#444444]“[/color][color=#444444]有角无度[/color][color=#444444]”[/color][color=#444444]的定性阶段,所以那些涉及[/color][color=#444444]“[/color][color=#444444]平面度[/color][color=#444444]”“[/color][color=#444444]垂直度[/color][color=#444444]”[/color][color=#444444]等与角度定量分析有关的计量器具和测量方法,始终难以列入国家法定计量管理范畴。自古以来,[/color][color=#444444]“[/color][color=#444444]矩[/color][color=#444444]”[/color][color=#444444]作为角度计量器具,仅是[/color][color=#444444]“[/color][color=#444444]规圆矩方[/color][color=#444444]”[/color][color=#444444]之工具;而[/color][color=#444444]“[/color][color=#444444]用矩之道[/color][color=#444444]”[/color][color=#444444]作为算数之学的例题,被记载在中国古代算经之中。自《周髀》成书问世以来,已逾两千多年,该书记载的[/color][color=#444444]“[/color][color=#444444]规圆矩方[/color][color=#444444]”[/color][color=#444444]的[/color][color=#444444]“[/color][color=#444444]用矩之道[/color][color=#444444]”[/color][color=#444444]等计量测量技艺,在社会生产领域始终在[/color][color=#444444]“[/color][color=#444444]百工[/color][color=#444444]”[/color][color=#444444]等各种制造技能中流传。[/color][color=#444444]一、关于“有角无度”[/color][color=#444444][color=#444444] 我们的先辈在认识客观世界的实践中,最早通过观察太阳、月亮的变化,认识的几何图形是“圆、方、矩、角”———圆形、正方形、直角三角形、角至圆及圆至角的演化,发现了它们围绕着“角”这一可计量的量,并且具有相互导出的科学关系。“没有规矩不成方圆”说的就是这个演变规律。从现代科学的角度分析,我们祖先所认识的“圆”这一可计量的量,尚未达到以圆心角“划角分度”的定量分析水平,而是沿着“平直求矩”的认识途径,探索“圆出于方、方出于矩”的“有角无度”的计量方法。[/color][color=#444444]二、“无度之角”源于“伸圆展方”“勾股共结一角”[/color][color=#444444] 《周髀算经》载:昔者周公问于商高曰,“窃闻乎大夫善数也,请问古者包羲(伏羲)立周天历度,夫天不可阶而升,地不可得尺寸而度,请问数安从出?”商高曰,“数之法,出于圆方,圆出于方,方出于矩,矩出于九九八十一,故折矩以为句广三,股修四,径隅五。既方之外半其一矩,环而共盘得成三四五,两矩共长二十有五是谓积矩。故禹之所以治天下者此数之所生也”。上述记载,正是中国古代对几何量角度“有角无度”计量的详细描述。[/color][color=#444444] 通常人们熟知的《周髀算经》,其实原为《周髀》,至唐朝李淳风奉勑注释,列为中国古代十大算经之首,那时起才始称《周髀算经》。李淳风注释:商高曰,“数之法,出于圆方”时讲到,“圆径一而周三,方径一而匝四,伸圆之周而为句,展方之匝而为股,共结一角,邪适弦五。此圆方邪径相通之率,故曰数之法出于圆方者,天地之形阴阳之数。”此段注释用圆的直径为一,周长为三的测量结果,介绍了中国最古老的圆周率“径一周三”;在此圆内做圆内接正方形,由“径一”而引出正方形四条边为“匝四”。通过“伸圆之周而为句和展方之匝而为股”遂使“方”“圆”与数通过圆的直径为“一”联系在一起,“伸圆”与“展方”“共结一角”。这是出现在我国古代算经上讲述的“角”的形成即“角”的概念。在其后,李淳风注释:“以为句广三,股修四,径隅五”,讲到“自然相应之率经直隅角也”即“伸圆”与“展方”“共结一角”此角为“直隅角”。[/color][color=#444444] 何为“直隅角”?我们的祖先在生产实践中很早就发现“角”是一种可计量的量,并能区分出角的大小、确定角的量值。“伸圆”与“展方”“共结一角”就是中国古代数学、计量学发展进程中给“角”这一可计量的量进行的定义,同时也是以“伸圆”与“展方”“共结一角”为方法画出一个特定“角”的图形之统一方法。这种方法确定的“角”虽然是一个定量值,但尚达不到用数和量进行表征、表述任意“角”的量的科学水平。从计量科学的定义出发,中国古代对“角”的认识,处在定性区别向定量分析发展的阶段。从现代数学和计量学出发,中国古代对“角”的认识处在“有角无度”的水平———认识“角”的客观存在,但尚未找到准确的“分角为度”的计量测量方法。[/color][color=#444444] 考证史料发现,世界上关于“分角为度”之“角度”的起源,流行的说法主要有:一是早在公元前3000年,生活在现伊拉克南部的古苏美尔人计算太阳绕地球运行一周为360天,太阳的运行轨迹是一个圆,于是,人们把圆分为360个等份,这是最古老的圆心角为360的说法;二是公元前130年,古巴比伦人经过测量,得出春秋分日时日出至日落的运行轨迹恰等于180个太阳直径的长度,遂定太阳绕地球一周为360个太阳的直径,将太阳直径作为间隔,每一个太阳直径为一度,由此出现了“360度圆心角分角体系”。[/color][color=#444444]三、中国古代不用“度”表示的角[/color][color=#444444] 很多史料表明,中国古人不用“度”表示“角”。归纳例举在汉语语汇中表示“角”的字词有:[/color][color=#444444] 1.“隅”(yú):角也、方角。物之方者皆有四隅。[/color][color=#444444] 2.“方”:与“圆”相对。四角都是直角的四边形或六面都是直角的四边形的立体。[/color][color=#444444] 3.“觚”(gū),其解:(1)为古代酒器。《周礼》中说:爵一升,觚二升。(2)为棱角。《汉书律历志》中有“六觚为一握”之记载。【苏林曰:“六觚,六角也。度角至角,其度一寸,面容一分,算九枚,相因之数有十,正面之数实九,其表六九五十四,算中积凡得二百七十一枚。”】,其中“六觚”是指用算筹做出圆内接正六边形。此法是“度角至角”之术。“觚”为正六边形的内角。同时,此术还是中华古代数学科学最早发明使用“割圆术”的典型实例。通过“六觚为一握”将圆周长分割为六等份,即通过算筹图形证实了“径一周三”圆周率源于中国最古老的“割圆术”。另有《周礼冬官考工记筑氏为削》:“筑氏为削,长尺博寸,合六而成规。”《康熙字典》:【注】:“今之书刀。”【疏】:“古者未有纸笔以削刻字,至汉虽有纸笔仍有书刀是古之遗法也。”周朝时,筑氏是专门制造“削刀”的工匠,刻字的“削刀”长一尺,宽一寸。刀的形状带有一定的弧度,将六把削刀首尾相连接可以组成规范的圆形。“合六而成规”讲的是将圆弧分为六等份,此圆弧恰是圆内接正六边形的弧长。说明筑氏为削运用的是“六觚为一握的测量原理”。[/color][color=#444444] 4.“桷”(jué),方形的椽子。《诗经鲁颂闷宫》,“路寝孔硕,松桷有舄(xì)”,《榖梁传庄二四年》,“刻桓宫桷。”释文:“桷,榱(cui)也。方曰桷,圆曰椽。”也指平直的树枝。[/color][color=#444444] 5.“楞”,四方的木块。[/color][color=#444444] 6.“矩”,古代画方的工具,亦称之为“曲尺”,就是现代列入依法管理的计量器具“直角尺”。《周髀算经》载,商高曰,“既方之外半其一矩”。我们可以理解为:连接圆内接正方形的对角线,将正方形一分为二,即可以得到两个直角三角形。故“矩”在非圆心角,画圆为360度的体系之外即是直角。“矩形”即是四个角为直角的四边形。按中国古代土地面积的计量方法“百步为亩”,“长十步宽十步”的正方形,称之为“方田”。秦国商鞅变法,破井田开阡陌使秦国“亩”的单位量值为240方步。此时土地面积的计量方法由标准的正方形变成长方形。土地面积的量值由“百步为亩”变成了“长十六宽十五不多不少整一亩”。自黄帝设“里步制”至清顺治确定使用“弓尺”、“绳尺”测量土地面积,中国土地面积计量始终沿用以“矩”确定直角,测量正方形或长方形面积的传统。所以,古代“里步制”的“步”———“平方步”,“里”———“平方里”以及“井田制”之“井”都是正方形。[/color][color=#444444] 7.“倨(jù)句(gōu)”,《周礼冬官考工记冶氏》,“戈广二寸,内倍之,胡三之,援四之已倨则不入,已句则不决……是故倨句外博……倨句中矩”,此为冶炼制造“戈”和“戟”必须注意的角度的技术要求。倨:《康熙字典》其解:(1)为“倨傲不逊”;(2)为“矩之直者为倨,折而衡者为句”。此处所讲:矩的上下垂直与地平面的一边为倨,使之折而为衡的部分为句。故“倨句”当解释为古代之“矩”器。“倨句外博”“倨句中矩”应该是讲述使用“倨句”测量戈的张角,张角大于倨句角。“倨句中矩”是讲述使用“倨句”测量戟时,戟的张角等于倨句之角和“矩”相符。所以,从计量测量角度分析,“倨句”可以解释为是计量器具“矩”的别称,也可以理解为其量值是直角。“倨”与“句”形成“倨句”一词是表示角的开阖程度。这就是在没有发现、使用用度数区分角度大小的条件下,“有角无度”的认识阶段对“角”这一概念进行表述的专用名词。[/color][color=#444444] 8.“磬”,《康熙字典》例举出《周礼冬官考工记磬氏为磬》:“磬氏为磬,倨句一矩有半。”之句。其注曰,“先度一矩为句,一矩为股,而求其弦。既而以一矩有半,觸其弦,则磬之倨句也。”按注画图:(1)先用矩的一边作为句,另一边为股,求出弦———即用矩,画出直角三角形;(2)在做出一矩有半直角与弦相交形成的角就是“磬”角。故此注中“倨句”之解为“角”。另外,此注是详述:用矩画出“磬”角的方法。[/color][color=#444444] 9.“磬折”,《康熙字典》在解释“磬”字时,提出由“磬”字组成的词“磬折”。“又磬折《礼曲礼》:立则磬折垂珮。【注】带珮于两边臣则身宜偻折如磬之背故云‘磬折’。”按此解释,“磬折”一词译成现代汉语应当是:《周礼》在规定侍奉君主站立在君王两侧的臣子必须保持鞠躬的姿势,他们佩戴的玉佩垂直于地面,偻身像磬弯曲的程度。所以,此处“磬折”是“身宜偻折如磬之背”的鞠躬的姿势,“磬”为固定的角,“磬折”是像“磬”弯曲的样子。“磬”是古代有定量值的角,“磬折”弯曲的程度与“磬角”近似。[/color][color=#444444] 10.“宣”,《康熙字典》中“又《周礼冬官考工记》车人之事,半矩谓之宣。”“矩”为直角,“半矩”为直角的一半。故“宣”是中国古代“以矩起度”的一个具有定量值的角。[/color][color=#444444] 11.“欘”(zhú),《康熙字典》中“《周礼冬官考工记》车人之事,半矩谓之宣,一宣有半谓之欘,一欘有半谓之柯,【郑注:仓颉篇有柯欘。管子霸言篇:匠人有以感斤欘,故绳可得而料也俗作欘。】”,按“一宣有半谓之欘,一欘有半谓之柯”,“欘”为中国古代“以矩起度”的一个具有定量值的角。[/color][color=#444444] 12.“柯”依11.所引“一欘有半谓之柯”,“柯”为中国古代“以矩起度”中的一个具有定量值的角。[/color][color=#444444] 13.“圆”,在中国古代依“天圆地方”之说可以理解“天”即是圆。最早用几何图形给出“圆”的定义的是《墨子经上》中“圆,一中同长也”,其中“一中”即是现代数学所讲的“圆心”,“同长”即是“圆的半径”,换言之“曲率半径处处相等”。由此,联想到“周而复始”成语的含义,即可以理解中国古代已知晓的“圆周角”,但此时似乎人们对角的认识,仍陷于欲以长度度角的过程之中。[/color][color=#444444]四、“规圆矩方”“以矩起度”“用矩之道”是中国古代对“角”进行计量的方法[/color][color=#444444] 女娲伏羲使用“规和矩”量天度地的传说家喻户晓,但中国古代何时发明“规”和“矩”?尚未发现明确的文字记载。不过,其作为“规圆矩方”之器不仅载入了历代正史《律历志》中,还在相关古代科技文献中屡见不鲜。所以,我们沿着“规圆矩方”“以矩起度”“用矩之道”的相关记载,即可发现中国古代“不用度数表示的角”的角度计量痕迹。[/color][color=#444444] 1.墨子推崇法制,在《墨子法仪第四》中讲到,“墨子曰:‘天下从事者不可以无法仪———为将相者皆有法仪,虽至百工从事者,亦皆有法。百工为方以矩,为圆以规,直以绳,正以悬’”。另据《墨子卷七天志》中记载,“轮人之有规,匠人之有矩也。今夫轮人操其规将以量度天下之圆与不圆也。曰:‘中吾规者谓之圆;不中吾规者谓之不圆’,是以圆与不圆皆可得而知也。此其故何则圆法明也。匠人亦操其矩将以量度天下之方与不方也。曰:‘中吾矩者谓之方;不中吾矩者谓之不方’,是以方与不方皆可得而知之。此其故何则方法明也。”这两段文字是墨子“规圆矩方”角度计量管理的例子,阐述了国家推行法制管理制度的观点:一是,强调了轮人和匠人分别持掌“规和矩”;二是,轮人和匠人用其持掌的“规和矩”去量度天下的“圆”和“方”,这是点明轮人和匠人进行“规圆矩方测量”的管辖范围;三是,“中规”与“中矩”是轮人和匠人对符合规矩的“圆”与“方”给出的定性区别,以达到“合格”标准的检测结论,反之“不中规”和“不中矩”是对“不合格”的“方”与“圆”给出的判定结果,故“中”与“不中”是古人进行“规圆矩方”计量定性区别判定的技术术语;四是,通过轮人和匠人用规和矩进行测量,使人们得以知晓“圆与方”;五是,“此其故何则圆法明也”“此其故何则方法明也”就是这样明确了“圆”与“方”的测量和管理方法。按现代计量科学的观点分析《墨经》所述的内容,说明我国古代最晚在战国时期“规圆矩方”已经成为百工开展有角无度的角度计量的明确法规。[/color][color=#444444] 2.清代学者程瑶田著《考工创物小纪宣欘柯磬折句度法述》中提出,“百工持矩以起度,而倨句之度法遂生于矩焉。”在我国古代《考工记》一书问世以后,历代学者的注疏很多。其中,影响最甚者是东汉郑玄注《考工记》对“车人之事,半矩谓之宣,一宣有半谓之欘,一欘有半谓之柯,一柯有半谓之磬折”的解释,“矩,法也。所法者人也。人长八尺而大节三:头也,腹、颈也。以三通率之,则矩二尺六寸三分寸之二。头发皓落曰宣,半矩尺三寸三分寸之一,人头之长也。”郑玄之注将“矩宣欘柯磬折”解释为几何量长度。受郑玄的注疏影响近两千年,遂使中国古代“度量衡,有度(长度)无角”的理念陈陈相因。至清代中期,程瑶田打破郑玄注释《考工记》所持偏见的禁锢,明确提出“车人之事,半矩谓之宣,一宣有半谓之欘,一欘有半谓之柯,一柯有半谓之磬折”中的“矩、宣、欘、柯、磬折”是一套实用的“角”———这是没有用度进行表述的“角”。同时程瑶田指出,“百工持矩以起度,而倨句之度法遂生于矩。”这就是说,我国古代在手工业生产领域的“百工”中已形成以“矩”之角为角的起度标准。程瑶田讲出了中国古代“有角无度”“以矩起度”的角度计量的历史信息。[/color][color=#444444] 3.在《周髀算经》的首卷开篇讲述了周公向商高请教:天,没有台阶,人没法登天去测量天的高度;地广阔无边,人没法一尺一寸地进行量度,请问是用什么方法得出它们的数据?商高说:使用“矩”,根据“矩”的短尺“句”,长尺“股”,确定“径隅”,得出的“句三股四弦五”的比例关系,进行“量天度地”的测量,即可得知“天高地厚”的数据。周公接着请教:使用“矩”进行“量天度地”的具体方法———“请问用矩之道”。“商高曰:‘平矩以正绳,偃矩以望高,覆矩以测深,卧矩以知远,环矩以为圆,合矩以为方。’”[/color][color=#444444] 我们认为,商高所述“用矩之道”:其中之“矩”乃指“矩尺”,亦称之“曲尺”,当今称之为“直角尺”。其中“用”字应解释为“检定、使用的全部操作。”其中之“道”字应解释为“道理、道义、法规”。所以我们将商高所述“用矩之道”解释为在“百工”中通行的检定、使用“矩”的技术法规。“用矩之道”中“平矩以正绳”,从计量技术角度出发是扼要说明“矩”器之角的量值溯源与检定。“用矩之道”中“偃矩以望高,覆矩以测深,卧矩以知远,环矩以为圆,合矩以为方。”则是“用矩”进行测量的统一操作、计算及“规圆矩方”的作图方法。商高将五个放置“矩”的方式,形成的五种测量方法,运用排比句修辞炼句手法描述了“用矩之道”的内容。[/color][color=#444444] (1)“偃矩以望高”中“偃”是将“矩”仰卧放置,即将“矩”的“股”外侧面置于平面之上,此时“矩”之“句”垂直于平面(见图1、图2)。[/color][/color][color=#444444][color=#444444][img=,690,497]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280630415531_2606_1626275_3.png!w690x497.jpg[/img][img=,690,540]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280630470981_2254_1626275_3.png!w690x540.jpg[/img][img=,690,539]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280630525900_355_1626275_3.png!w690x539.jpg[/img][img=,690,589]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280631002480_3409_1626275_3.png!w690x589.jpg[/img][img=,690,404]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280631099751_8953_1626275_3.png!w690x404.jpg[/img][img=,690,525]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280631151161_2620_1626275_3.png!w690x525.jpg[/img][/color][/color]







 我要推广仪器
我要推广仪器
 下载APP
下载APP