推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询

 400-860-5168转3752
留言咨询
400-860-5168转3752
留言咨询
 400-860-5168转3752
留言咨询
400-860-5168转3752
留言咨询





你认为,做实验/前处理操作,不戴手套,算违章操作吗?
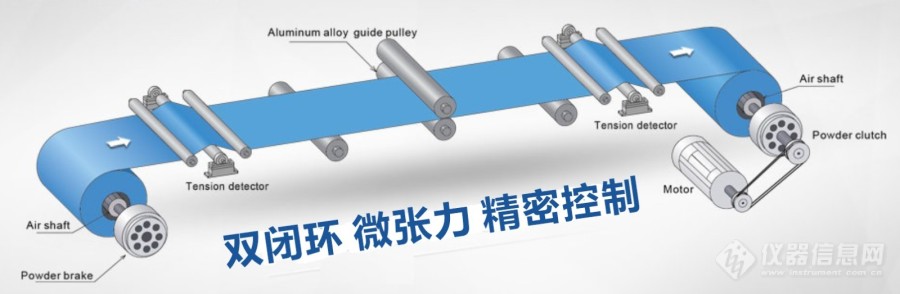
[size=16px][color=#339999][b]摘要:采用当前的各种涂布机很难适用气体扩散层这类脆性材料的涂布工艺,需要控制精度更高的微张力控制系统。为此本文基于串级控制原理,提出了采用双闭环PID控制模式和超高精度PID张力控制器的解决方案,一方面形成浮动摆棍闭环和主动辊闭环构成的串级控制回路,另一方面是采用目前测控精度最高的工业用PID控制器,结合相应配套的高精度传感器和执行器,可真正实现微张力的精密控制。[/b][/color][/size][align=center] [img=微张力精密控制,690,225]https://ng1.17img.cn/bbsfiles/images/2023/07/202307261628010805_2785_3221506_3.jpg!w690x225.jpg[/img][/align][size=16px] [/size][size=18px][color=#339999][b]1. 问题的提出[/b][/color][/size][size=16px] 气体扩散层(GDL)在燃料电池中起到支撑催化层、收集电流、传导气体和排出反应产物水的重要作用,常用于质子交换膜燃料电池,在具体生产工艺中需要在GDL材料表面定量涂布一层特定功能涂料。由于GDL基体层材料较脆,涂布工艺过程中易造成基体层材料断裂或撕裂,转弯处易折断,在高温状态下材料比常温下更脆弱,一般要求涂布过程中控制张力设定在5~10N很窄的一个范围内,且还需要在此微张力范围内具有较高的控制精度。[/size][size=16px] 传统涂布设备,浮动摆辊均为气缸驱动,直线电位器反馈摆辊位置。存在以下问题:[/size][size=16px] (1)无法精确控制摆辊位置。[/size][size=16px] (2)气缸行程只有一个方向,需要料膜的张力平衡气缸推力,易造成GDL脆性材料拉伸。[/size][size=16px] (3)摆辊瞬间偏移至一端时,料膜张力瞬间增大或减小,极易造成GDL脆性材料的撕裂甚至断裂。[/size][size=16px] (4)张力控制器中的模数转换AD精度和数模转换DA精度较低,最小输出百分比也只能达到0.1%,无法提供更高精度的测量和控制。[/size][size=16px] 由此可见,为实现GDL脆性材料的微张力控制,实现具有精度高、张力小、控制稳的伺服电机驱动的浮动摆辊微张力控制是氢能材料制备的关键技术,为此本文提出了相应的解决方案。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 为实现涂布工艺中的微张力高精度控制,本文提出的解决方案包含以下两方面的内容:[/size][size=16px] (1)采用双闭环PID控制形式调节料膜张力,即对浮动摆棍和主动辊进行独立的PID控制。[/size][size=16px] (2)采用超高精度的双通道PID控制器,每个通道都具有24位AD、16位DA和0.01%最小输出百分比。[/size][size=16px] 解决方案所涉及的微张力控制系统结构如图1所示。[/size][align=center][size=16px][color=#339999][b][img=双闭环微张力控制系统结构示意图,500,200]https://ng1.17img.cn/bbsfiles/images/2023/07/202307261628351448_1980_3221506_3.jpg!w690x277.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 双闭环微张力控制系统结构示意图[/b][/color][/size][/align][size=16px] 在图1所示的双闭环控制系统中,浮动摆辊PID闭环控制的具体过程是根据工艺要求,给控制器输入张力值,控制器根据张力传感器信号与设定张力值之差进行快速PID计算后输出控制信号,此控制信号控制浮动摆辊伺服驱动器和伺服电机动作,从而使浮动摆棍产生偏移使得料膜张力快速达到设定值。[/size][size=16px] 浮动摆辊的PID闭环控制过程主要是通过浮动摆辊偏移来调节料膜张力,主动辊速度仍为主机速度,并未参与调节。当浮动摆辊伺服电机持续动作调节料膜张力时,浮动摆辊偏差会导致累积,最终达到浮动摆辊位置报警值。因此仅由浮动摆辊伺服电机调节料膜张力不能完全解决张力不稳、精度不高的问题,为此增加主动辊PID闭环控制实现张力的精准控制。[/size][size=16px] 第二路主动辊PID闭环控制的具体过程是在浮动摆辊PID闭环控制实现调节后,由于浮动摆辊偏离中位,位移传感器跟随浮动摆辊偏移产生对应的偏移电压信号并输入给控制器,控制器根据此偏移电压信号与0V值的正负偏差进行快速PID计算后输出控制信号,此信号控制主动辊伺服驱动和主动辊伺服电机来改变主动辊速度,使得浮动摆棍回到中位,最终实现GDL脆性材料的微张力精准控制。[/size][size=18px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 综上所述,通过上述解决方案,可很好的解决微张力的精密控制问题,具体优点如下:[/size][size=16px] (1)解决方案所采用的双闭环控制结构,实际上是一个非常典型的串级控制结构,因此充分利用了串级控制结构的优势,更利于实现高精度张力的控制。[/size][size=16px] (2)制约微张力精密控制的另一个主要因素是控制器的精度普遍不高,采用PLC很难达到超高的采集和控制精度。因此,本解决方案中采用了超高精度的双通道PID控制,既使用了串级控制功能,又实现了超高精度的PID控制。[/size][size=16px] 当然,传感器和执行器精度也是制约微张力精密控制的因素,为了真正实现微张力的精密控制,还需在使用串级控制和超高精度PID控制器的基础上,配备相应高精度的传感器和执行器。[/size][size=16px][/size][size=16px][/size][align=center][b][color=#339999]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/color][/b][/align][align=center][b][color=#339999][/color][/b][/align][align=center][b][color=#339999][/color][/b][/align][align=center][b][color=#339999][/color][/b][/align][align=center][b][color=#339999][/color][/b][/align]
摘要:根据用户的需要对快速智能定硫仪的常见故障的查找与判断方法,仪器维修经验和故障处理方法以及仪器维护常识作了全面介绍。关键词:定硫仪;故障维修;仪器维护1、概述快速智能定硫仪是测量煤炭中全硫含量的仪器,广泛用于煤炭、化工、机械、电力等部门。作为设计者根据用户需要本文将介绍该仪器的故障处理和维修方法。2、故障维修(1)精度问题:该仪器为分析仪器,仪器的精度是一个非常重要的指标。若测量结果误差较大,应从以下几个方面查找原因:①样品的准确性;②各样品间应相差较小;③样品在瓷舟中要均匀;④要及时清理电极上的污迹;⑤定期用标准煤样标定仪器;⑥高温炉的温度要准确。(2)温度同题:温度的显示出现闪烁现象,其原因可能是热电偶到主机的连线接触不好,或者由于炉温过高造成。而引起炉温过高的原因可能是热电偶内部铂丝到热电偶的底部距离远或热电偶本身安装位置离高温炉底部太远,也可能是测温表头本身以及热电偶本身有问题造成的,当炉温偏高时,煤样易爆燃导致浏定值偏高且易损坏高温炉。(3)电分析问题:电分析时间过长不结束,其原因多数是电机传动部分引起的,因为只有将煤样传送到高温炉的1150℃处时单片机才定时,定时时间到自动返回测定结束,因此当煤样送不到高温处时就不能自动结束。有时的问题是电分析时间长,但能结束,即拖尾现象。仪器的拖尾现象会导致测量值偏低,引起拖尾的原因有以下几个方面:①指示电极需清洗;②炉子到电解池之间距离太远且有污染;③电解池上的喷头须清洗;④空气净化器抽气速度不够;⑤炉温温度偏低或瓷舟未进到高温处;⑥电解液时间太长。(4)测定值偏高向题:往往是煤样量偏多或高温处的温度偏高等原因引起煤样爆燃造成的。解决方法是将煤样的重量控制在49~50mg以内,检测炉温是否偏高,另外还要将撒在煤样上的覆盖物撒均匀,炉子内应适当填些石棉。(5)低硫偏低问题:低硫偏低问题是用电解法测硫所存在的问题,所以该问题较难解决,在设计该仪器时采取了多种解决方法,例如:在VFC前的放大电路采取预放大电路使得当指示电极有一个微小信号就能放大到VFC输人端产生计数脉冲使单片机累计计数,另外在VFC前还使用了双倍的取样电阻使输入到VFC的信号增大一倍,可通过编程使计数后自动减少一倍,而使显示的仍然是煤中的含硫量,这样虽然可有效地解决低硫偏低的问题,但在实际测量中,由于煤中硫的含量较低,对系统以及测量过程要求也较高。稍微不慎就会造成低硫偏低的问题。首先指示电极应灵敏(清洗干净),空气净化系统的抽气量要足,其次电解池到炉子问的距离要尽可能地短,并且要干净。(6)有关气泵问题处理:气泵气流不足不但会产生拖尾现象,使测定值偏低,甚至会导致无法正常测量。处理方法是:①检查安装在气泵上的各皮管是否完好,安装有无错误;②检查气路的各个环节是否有堵塞现象;③检查气泵本身。普通微型气泵很容易有皮碗破损漏气的故障,换用进口气泵或“成都气海”生产的微型气泵可大幅提高气泵的可靠性;(7)打印故障:若仪器的打印不正常,首先检查打印机到主机的后面板以及主机的后面板到单片机线路板的连线是否接麓好。其次检查打印机本身的问题,打印机本身的问题可通过打印机自检来判断,若有问题请签理打印机。有时环境的干扰也会造成打印不正常,请设法清除干扰源。(8)送样问题:最常见的故障是传动机构上安装的搬动开关上的连线接触不好,或是固定在微动开关上的弹簧片没有压好或压的太紧,这种故摩只要调整一下弹簧片即可,最后检查徽动开关是否能闭合与断开。检查完后再检查电机是否转,若电机不转,则最大的可能是电机到线路板的连线接触不好,在线路没有问题的基础上再检查加在电机的电压是否正常,若电压正常则是电机的问题,电压不正常则最大的可能是电机板问题,也可能是单片机对电机电路投有输出。若通过以上方法还仍然不能解决问题,请检查一下徽动开关到主机板的连线是否有问题或主机板本身的问题,即检查连到徽动开关的端口在定时到或启动与返回时是否有输出信号。(9)无加热电流:首先断开主机到高温炉的连线,检查硅碳管是否断。再检查硅碳管到炉子的连线是否接触好,由于加热电流较大,若连线稍有接触不好,就会造成连线与硅管接触部分氧化,引起接触不良。若以上检查没有问题,可能是固态继电器坏或者是加热控制线路板的问题。3、仪器维护仪器在正式测试前,应利用仪器面板上的手动前进和后退开关检查电极是否送样正常,两对电极是否需要清洗,电解液是否合格。电解池是否漏气,抽气量应符合要求,搅拌器速度是否够,观察炉温温度(长时间使用仪器可由经验观察炉温)是否正常,若有以上情况时,请按以上介绍的故障处理方法并结合用户使用手册处理后再使用仪器,否则测量值不准。这里还有一个问题需要给用户说明:在处理炉温问题时,有时需要检查测温表头,测温表头显示的是高温炉的实际温度1150℃,但热电偶是安装在硅碳管的外层,要测量的是炉温内层温度,外层与内层温度相差约100℃,热电偶实际潮的温度是1050℃,即热电偶的输出信号是1050℃所对应的输出信号,此信号接在测温表头的信号输入端,理论上表头显示的温度应是1050℃,但为了显示直观,在这里通过调整使表头显示的温度是1150℃,温度相差100℃这是仪器的正常设置。所以在检查涮温表头的精度是否正常时只要在测温表头的输入端输入1050℃所对应的热电偶信号而显示1150℃即可说明表头正常。该仪器是用于煤炭的主要测量仪器,测量精度十分重要,为了保证测量精度符合要求,仪器隔一段时问要用标准煤样校正,另外为了延长硅管的寿命,在加温时,初始的加热电流要小,等预热后再逐渐增大加热电流。在主机的前面板有一个调零按钮,需要定期调零,以确保仪器在5分钟内的漂移数字不影响测量误差。h201105








 我要推广仪器
我要推广仪器
 下载APP
下载APP