推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转1887
留言咨询
400-860-5168转1887
留言咨询
 400-860-5168转0610
留言咨询
400-860-5168转0610
留言咨询
 400-860-5168转1887
留言咨询
400-860-5168转1887
留言咨询
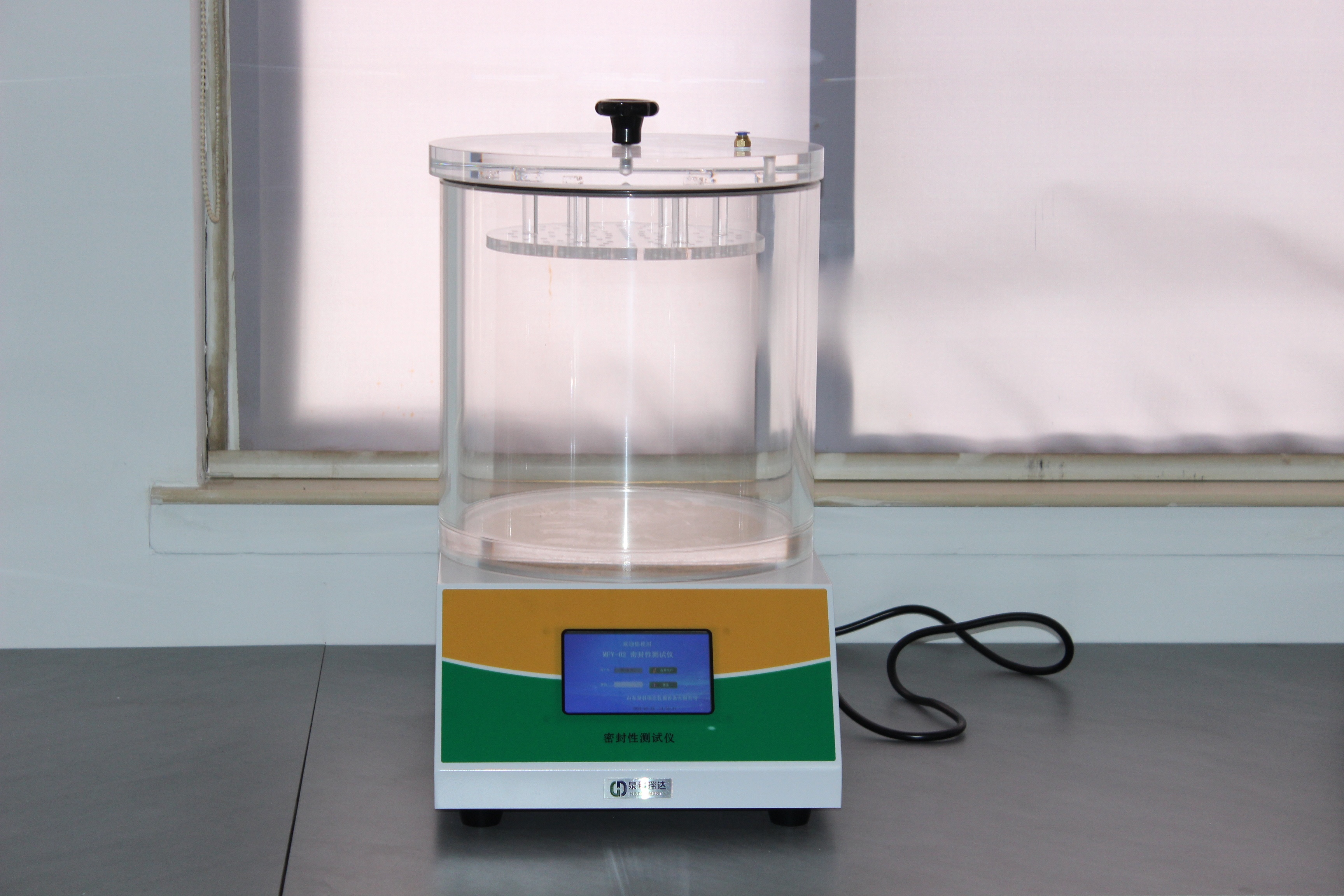



对铝箔药品包装来讲,质量的优劣很大程度体现在产品的热封强度上。为此,我们有必要分析一下影响铝箔药品包装热封强度的因素,这对提高产品的质量是非常必要的。 铝箔药品包装的粘合层(亦称VC层)具有良好的热粘合性,在加热条件下可以和PVC胶片热封(其粘接力的大小即为热封的强度,按GBl2255---90规定要达到5.88N/15mm以上),可以把处理过的PVC胶片泡罩内的药品完全密封起来。这种粘合力在长期的保存过程中不受温度、湿度影响,可以很好地保持药效,并且携带方便。 影响铝箔药品包装热封强度的因素主要有以下几个方面: 1.原辅材料方面 原铝箔是粘合层的载体,它的质量对产品的热封强度有很大影响。特别是原铝箔的表面油污,会削弱粘合剂与原铝箔之间的粘接力。如果原铝箔表面有油污且表面张力低于31×10-3μm时,就很难达到理想的热封强度,因而必须严格把好原铝箔质量关。 另外,在生产过程中发现,各方面技术指标都符合要求的某些批号的原铝箔,在所有工艺条件都没变的情况下涂布粘合剂,但最终产品的热封强度都达不到要求,原因是与原铝箔的金属成分及表面光度不够有关。研究结果表明,变换某个特殊环节,使原铝箔得到充分运用,产品便达到了理想的热封强度。 2.粘合剂方面 粘合剂是含有溶剂的特殊物质,它在一定工艺条件下,涂布在原铝箔的暗面(或光面),经过烘道烘干形成粘合层,对产品的热封强度起着决定性的作用。粘合剂在颜色上可分为无色透明、金色及彩色系列,可根据用户的需求来选择。不同成分的粘合剂,其最终产品的热封强度也不同。国内厂家多数采用进口的原料来配制粘合剂,产品可以达到很高的热封强度。可是进口的原料价格过于昂贵,为了能得到产品的高利润,某些科研力量雄厚的厂家便着手研究开发国产同类原材料。这种研究方向是很诱人的,如果能成功,将给企业带来巨大效益。据了解,由于国内生产原料厂家的工艺受限,国产原料很大程度上无法替代进口原料。如果使用不当,会严重影响产品的热封强度。 3.生产工艺方面 在一定的工艺参数控制下,使粘合剂在原铝箔表面涂布成膜,成膜的质量会直接影响产品的热封强度。其中比较重要的参数包括涂布的速度、烘道的分段温度、涂布辊的阿纹形状、深浅、线数及刮刀的位置、角度。 涂布的速度决定了涂层在烘道中干燥的时间。如果涂布速度过快,烘道温度过高,会使涂膜表面溶剂挥发过快,造成膜内溶剂的残余,涂膜干燥就不够充分,难以形成干燥结实且牢固的粘合层,这样必会影响产品的热封强、度,使产品层与层之间发生粘连。 涂布辊的网纹形状、深浅、线数及刮刀的位置、角度决定了涂布膜的厚度与均匀度。如果选择或调整得不合适,粘合剂就不能均匀地涂布在原铝箔表面导致成膜不均匀,产品的热封效果就不会好,强度也会受到影响。而按照国家标准粘合层涂布的规定,差异应小于±12.5%。因此,必须严格依照工艺规定的参数来完成粘合层涂布成膜的过程,以保证成膜的均匀结实。 J. XQ+KI:g2 {Jv m *
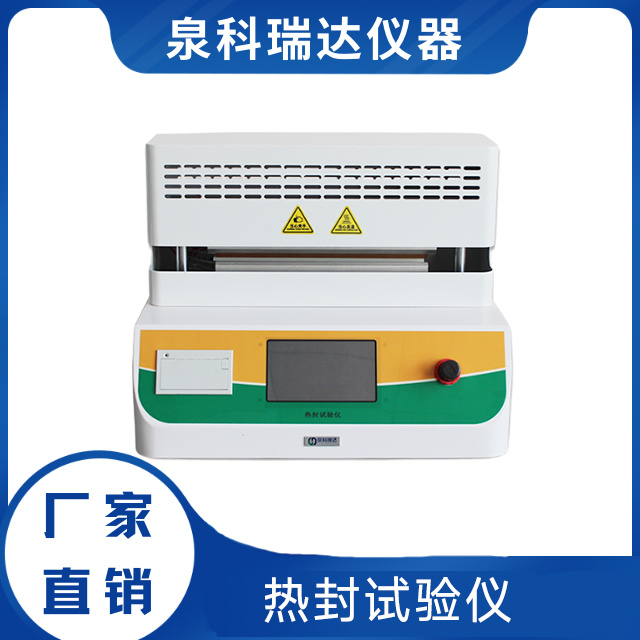
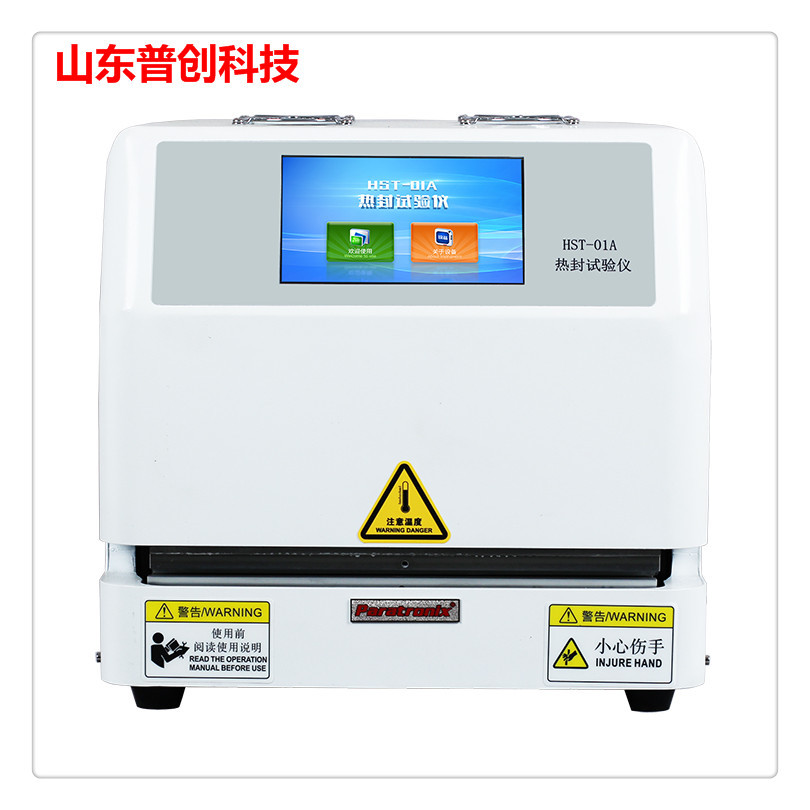
封口强度对包装材料来讲是一个重要的性能指标,因为任何一种软包装材料都要做成包装袋来包装各种商品,包装商品都要通过热封或粘接来封口,达到包装目的。而封口要有一定的强度才能够承受一定重量内装物的压力,保证商品在流通过程中不开裂。 热封是利用外界条件(电加热、超声波等)使塑料薄膜的封口部位变成粘流状态,借助刀具压力使薄膜融合为一体,冷却后能保持一定强度。 热封工艺的三大因素是热封温度、压力、时间,其中主要的是温度。根据材料的不同和料袋运动状态的不同需要不同的热封因素,三者必须协调配合才能获得好的热封质量。因此在实际大规模生产之前,要进行大量的实验来确定恰当的热封参数。 二、获得软包装材料热封性能的途径 首先选用热封试验仪,传统的热封试验仪,温度、压力、时间分别由单独的元器件来控制,且精度、性能较差,不但起不到指导生产的作用,甚至会造成重大的质量事故。 兰德梅克FS-300热封试验仪采用"热封温度、压力、时间"单片机集中数字控制,且在技术上做如下处理: 1.压力:采用高精度压力控制元器件,双刚性连接同步回路设计,不但提高了出力效率,而且保证了热封头的重合精度。 2.时间:采用磁型开关控制,就是当上封头在慢速下降到磁型开关时,磁行开关会使上封头全速下压试样,同时开始计时,当达到设定时间后,上封头会全速回 位。该设备把1s分成65000份,可以控制到1/65000,所以时间控制是非常准确的。热封时间一般就是几秒钟,对时间准确的控制是体现设备精确性的 一个重要方面。 3.温度:数字PID温度控制系统,使用比例积分微分,实现更精确、更稳定的智能温度控制,误差在±1℃,采用铝制的加热元件,使加热非常均匀,从而保证封口表面的温度一致(即均温设计),通过以上处理,确保温度、压力、时间达到精确的控制。 试样热封后,进行热封强度的实验,参照标准ZBY2804。 1.实验环境:温度23±2℃,相对湿度为常湿状态。 2.试验步骤(以兰光(XLW-G)PC型智能电子拉力试验机为例: 试样宽为:15±0.1mm,展开长度为100±1mm:②将经状态调节后的试样,以封口部位为中心线,展开呈180°,把试样的两端分别夹在试验机的两 个夹具上,应使试样纵轴与上下夹具中心的连线相重合,并要松紧适宜,以防试样滑脱和断裂在夹具内;③调整夹具间的距离,设置试验速度为300± 20mm/min,启动试验,设备自动进行力值判断,当Fn+1Fn寄存Fn+1值,当Fn+1Fn×70%设备自动判断停机,排除人为 干扰;④参照国家标准实验方法试验,试验过程中,当试样断裂在夹具内,该试样作废,另取试样补做。此种情况说明封口强度大于塑料薄膜拉断力时,应考虑生产 工艺。 3.试验结果讨论。根据力值测试来调整热封试验仪温度、压力、时间的参数,经验如下: 热封树脂厚度:封口强度与 树脂厚度基本上成直线正比上升;②热封温度:温度太低,薄膜不能全融合;温度太高,薄膜会变形,严重的会烫伤。因此必须随各种薄膜的不同来加以调节;③热 封时间:在一定压力下温度越高,时间相应地越短;④热封压力:施以压力可以增加封接处的强度,但压力过大会使接缝处薄膜强度削弱;⑤薄膜材质的选择以及表 面处理的不同都对封口强度有影响;⑥封口强度参考如下表。 总之,通过以上途径获得软包装材料最恰当的热封参数,以达到最佳的生产工艺。
通常人们总是将塑料包装和“白色污染”联系在一起,把易降解材料制成的包装产品视为绿色包装,而没有考虑到包装产品生产过程是否会造成环境污染和资源浪费,以及包装产品使用后能否重复利用。例如,有些人将纸包装一律视为绿色包装,将塑料包装置于绿色包装的对立面。那么,到底何为绿色包装? 其他包装材料无法替代 不久前举办的绿色橡塑行业论坛上,与会专家澄清,有利于可持续发展的包装即为绿色包装。以安全卫生、环境友好、节约资源的三把标尺来衡量,以全生命周期分析来看是环保的,才是绿色包装。因此,纸包装如果在造纸过程中污染严重或是回收处理不当,则不符合绿色包装的要求;而塑料包装如果实现了减量化、资源化、循环利用,就是绿色包装。 有研究显示,塑料材料能获得大量应用是因为其拥有更轻的质量,相比玻璃和金属来说具有较低的碳足迹。从综合性能来看,塑料也具有其他包装材料无法替代的优点。高密度聚乙烯比无漂白的牛皮纸购物袋的全生命周期的污染要小很多。若在包装领域全面禁塑,将会造成更大的包装污染。 全生命周期设计先行 除了包装所用的材料,还要从使用者和使用环境考虑是否绿色。如果直接包装用料少,在运输的时候使用的包装可能就多。在满足包装功能的前提下,遵循循环经济减量化、再利用、资源化的经济活动行为原则,尽量减少整个生命周期过程中垃圾的产生量,就是绿色设计的出发点。这一方面可以通过产品设计达到包装轻量化的效果,减少原材料的使用量;另一方面可以采用利于回收的塑料原料,减少永久固体废物的产生量。在包装设计和开发方面,全局的眼光对开发一种成功的商品来说是必不可少的。 最近上市的可口可乐“冰露”饮料瓶就是绿色设计先行的代表。“冰露”轻量瓶包装的瓶身仅重9.8克,较原瓶减重超过35%,相应减少35%的碳排放,而普通塑料罐装饮料瓶的质量约为16克。而且它的瓶壁厚只有0.1毫米,可轻松扭成条状,节省70%以上的回收空间。这款产品之所以能做到比普通塑料瓶减重近40%但承重等物理性能却没有降低,和其技术设计是分不开的。新瓶盖采用了窄口设计,直径和高度变小让瓶盖聚乙烯材料的用量减少了50%,但密封性并没有变差;瓶壁采用了不同的加强筋结构,虽然厚度只有0.1毫米,但足以保证装有饮料的瓶身不会变形;瓶底的外观花瓣式纹路比普通瓶子多了1倍,从而实现了薄底抗压。 回收难也是影响塑料包装“形象”的重要因素。因此,包装材料更易循环利用也是塑料包装设计的重点。据生产企业介绍,包装设计时尽量使用同一材料或是易分离的材料、易循环再生的材料,就能提高塑料包装材料的循环使用率。双峰高密度聚乙烯、茂金属聚烯烃、具有优质阻隔性能的耐水改性聚乙烯醇涂布膜等包装材料,在损失既有性能的前提下,能降低薄膜厚度。这样的轻量化、单一原料的包装原料不失为一种良好的选择。如可热封拉伸薄膜加罩光油可显著减少材料的用量,已在冷饮包装方面得到了大量应用;高强度茂金属聚烯烃可以减少包装薄膜的厚度;共挤复合技术可以精确控制各层膜厚度,因此价格高的阻隔层厚度可以被控制得很薄,同时其保鲜性能还能成倍甚至几十倍地提高。 短寿命包装优选全降解塑料 在清华大学郭宝华教授看来,生物塑料并不能完全替代普通塑料,但对于一次性用品或是生命周期短且不易回收的产品而言,比如地膜或家庭用包装,全生物降解材料就是一种优选材料。 聚乳酸这种最先工业化的全降解塑料材料已在包装等领域获得了广泛应用。以零售巨头沃尔玛为首的大型零售商早在几年前就开始推广使用聚乳酸透明硬质包装盒和包装袋,而且越来越多的零售商加入了这一行列。 据了解,重14克的普通聚乙烯包装材料如果用改性聚乳酸材料来替代,质量只有1.5克。聚乳酸实现万吨级工业化生产后,价格将接近传统聚乙烯薄膜。届时绿色塑料包装将离我们更近。============已编辑。请勿发软广告。








 我要推广仪器
我要推广仪器
 下载APP
下载APP


