推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转6027
留言咨询
400-860-5168转6027
留言咨询
 400-860-5168转0610
留言咨询
400-860-5168转0610
留言咨询
 400-860-5168转6203
留言咨询
400-860-5168转6203
留言咨询







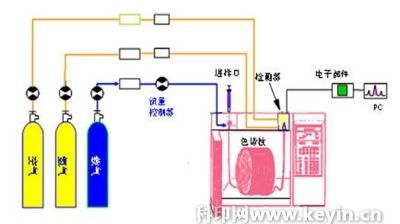
[align=center][img=挤出机定径箱真空度控制,690,305]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051711221147_9479_3384_3.jpg!w690x305.jpg[/img][/align][color=#ff0000][size=14px]摘要:本文挤出工艺中定径箱对真空控制的要求,提出采用大口径真空背压阀的下游控制技术方案,整个过程是根据真空度设定点进行全自动控制,定径箱真空度控制稳定性可以轻松达到±2%以内,并可根据定径箱规格大小配备不同口径的背压阀,背压阀的影响速度可以达到1秒以内,完全能够满足各种高质量挤出产品的需要。[/size][/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#ff0000]一、背景介绍[/color][/size][size=14px]许多管状聚合物挤压件,例如PVC管,是使用真空定径箱制成的,以便在冷却前将挤出的塑料靠定型工具定型,真空挤出工艺的基本原理如图1所示。[/size][align=center][size=14px][img=挤出机定径箱真空度控制,600,260]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051714169457_3024_3384_3.png!w690x299.jpg[/img][/size][/align][size=14px][/size][align=center]图1 真空挤出工艺原理图[/align][size=14px]在挤出过程中,真空稳定性对于创建和保持塑料产品的一致形状和表面光洁度至关重要,主要有以下几方面的要求:[/size][size=14px](1)在真空度1~760Torr(绝对压力)范围内任意真空度设定点控制要达到±2%稳定度。[/size][size=14px](2)挤出机定径箱一般尺寸空间较大,需要较大管路口径以提供较大抽气速率。[/size][size=14px](3)温度波动会对真空度带来不稳定影响,真空调节需具有较快的反应速度,使得工艺过程中带来真空度波动快速趋于稳定。[/size][size=14px]本文将针对上述挤出工艺对真空控制的要求,提出采用大口径真空背压阀的下游控制技术方案,整个过程是根据真空度设定点进行全自动控制,真空度控制稳定性可以轻松达到±2%以内,可根据定径箱规格大小配备不同口径的背压阀,背压阀的影响速度可以达到1秒以内,完全能够满足高质量挤出产品的需要。[/size][size=18px][color=#ff0000]二、技术方案[/color][/size][size=14px]基于图1所示的基本原理,针对挤出机的真空度控制,技术方案采用了下游控制模式,即保持定径箱的进口流量恒定(或漏气量恒定),通过调节下游抽气速率来实现真空度的精密恒定控制。选择下游控制模式主要是因为这种模式对定径箱这类低真空工艺非常有效。挤出设备的真空控制系统结构如图2所示。[/size][align=center][size=14px][img=挤出机定径箱真空度控制,690,519]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051713532832_2347_3384_3.png!w690x519.jpg[/img][/size][/align][size=14px][/size][align=center]图2 挤出机真空控制系统结构示意图[/align][size=14px]在图2所示的真空控制系统中,真空调节器采用了真空背压阀,这种背压阀主要特点是:[/size][size=14px](1)具有各种规格口径,可满足各种规格挤出机真空系统的需要。[/size][size=14px](2)调节速度快,阀门从全闭到全开的时间可以小于1秒。[/size][size=14px](3)阀芯可在线拆装以便于清理或更换。[/size][size=14px]如图2所示,通过一个正压气体驱动的先导控制阀对真空背压阀进行调节。先导阀可采用以下三种方式进行控制:[/size][size=14px](1)手动输入设定值进行开环控制。[/size][size=14px](2)外接模拟信号进行开环控制。[/size][size=14px](3)外接真空度传感器和模拟信号进行闭环控制。[/size][size=14px]总之,通过本文所述技术方案,可以实现各种聚合物挤出机真空度的快速和精密控制。[/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~[/align][size=14px][/size]
石灰石-石膏法烟气脱硫系统中进入吸收塔的石灰石浆液密度和吸收塔浆液密度都需要准确测量,前者关系到脱硫效率,后者则控制着吸收塔生成物石膏的品质。 石灰石浆液中固态物质含量较高,达20%一30%;脱硫后的浆液中含有大量的石膏结晶,磨蚀性较强。因此,脱硫系统浆液密度测量仪器选型应充分考虑脱硫浆液的腐蚀、磨损、悬浮固体颗粒的沉积、结垢等各种因素,尽可能兼顾到其可用性、可靠性和可控性。 国内脱硫系统浆液密度测量方法以科氏力质量流量计为主,由于该种形式的密度计对流量要求高,但实际现场由于流速高,磨损非常大;同时由于使用过程中逐步磨损,测量的零点会出现飘移,经常出现测量不准和备品备件频繁损坏的现象,需要不断的进行校验和更换新的备品、维护成本极高。 差压式原理测量浆液密度的方法占5%。传统的测量方法是分别将两台液位变送器安装在距离吸收塔或石灰石浆槽底部标高0.5米和1.5米的地方,安装角度采用向下倾斜30度安装并加装手动隔离阀,采用间隔性冲洗。这种方法需要在系统里设定公式计算出浆液的密度,现场没有密度显示,同时这种安装方式经常造成介质沉积和堵塞问题。 我公司生产的智能差压式密度计,直接显示和输出密度值,用户无需再计算。同时我公司经过大量的实践,总结出两种比较好的安装方式,可以达到稳定测量。 第一种,塔或罐体侧壁双法兰安装: 这种安装方式式不会造成气泡或介质颗粒的沉积和堵塞,只要取压口避开搅拌器搅拌时产生的漩涡面,就可以达到稳定测量。当存在线性误差时,我公司可以免费提供软件进行修正。 第二种安装方式:管道旁通安装。 这种管道安装方式,如果浆液流速过快,会造成大的测量误差和测量的不稳定、甚至无法测量,所以,需要控制好流速,才能稳定测量。控制流速,首先考虑旁通安装,这样便于选择小管径的密度计,节约经费。当密度计只能安装于主管道时,我们会根据实际流量大小计算流速后选择合适的密度计管径,将流速降到最佳值,流体流经密度计时会经历扩管、缩管的过程,这其中要避免产生涡流现象。密度计测量室与膜片之间有足够宽的距离,喇叭状狐形焊接,这种结构的好处除了介质流经测量室时不会直接冲刷膜片保证产品的寿命外,也能防止颗粒介质或气泡聚集所带来的测量误差。另外,管道式密度计都加装有在线清洗口,当停机时,不用拆下管道就可以在线清洗膜片,这样大大减少了维护人员的维护时间。同样当密度计存在线性误差时我们也可以用软件进行修正。同样是差压式密度计,由于存在质量和结构方面的差别,有的厂家的产品并不好用。我公司的密度计结构方面的优势,上面已经介绍了,质量方面,膜片的焊接技术和充油技术也很重要。如果膜片焊接技术不好,当测量中存在过压或负压时会造成感压膜片失去弹性作用导致测量终止。充油技术也很重要。充的硅油量要适量,如果油少了,测量值会慢慢漂移偏低,充得太多,温度变化时可能引起膜片膨胀变形等后果。差压式密度计是一款简单、实用、性价比高的产品。我公司的产品在东湖高新安庆电厂、大唐电信韩城电厂、北方联合电力临河电厂、丰镇电厂、攀钢、链钢、轧钢等石灰石湿法脱硫中都运行良好。
减压阀需定期检定,周期为半年,带了一定的麻烦。1、检定过的减压阀,仪器氮峰比较高,需通气一段时间。2、部分存在漏气严重的减压阀,居然也通过了合格检定,难道检定时可以不考虑漏气现象么?









 我要推广仪器
我要推广仪器
 下载APP
下载APP

