推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-801-9298
留言咨询
400-801-9298
留言咨询
 400-801-9298
留言咨询
400-801-9298
留言咨询
 400-860-5168转5921
留言咨询
400-860-5168转5921
留言咨询




相信大家在做布氏硬度试验的时候,一定都还在用10倍显微镜观察读数吧,如果现在有一个数码布氏硬度压痕测量仪,你想不想替换呢
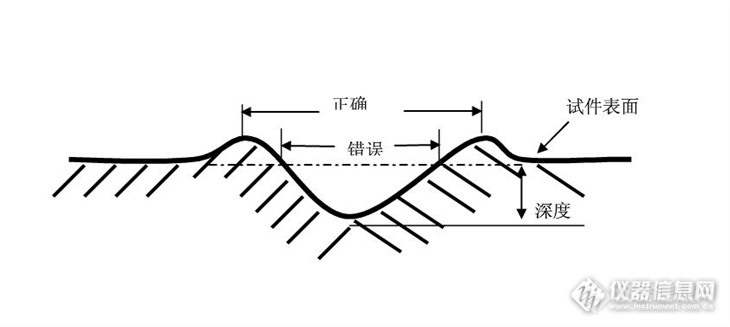
工厂里需要测量的样块太多了,另外出于对数据进行统计分析的考虑,最近我关注了一些关于布氏硬度自动测量的资料,如下。行业标杆为英国Foundrax的全自动布氏硬度测量系统,其测量原理很不简单,网上原文:“FOUNDRAX通过近20年的研发工作创建了一整套布氏压痕标准图形的数据库。系统在对实际工件的压痕进行分析时只会在符合布氏压痕特性的区域内寻找像素临界点,对于偏离该区域的点,系统会自动识别并加以剔除,最多时系统会对同一个压痕测量800次直径。”好处是:“保证其在某些表面较为粗糙,甚至是未做抛光处理的铸铁工件一样可以进行测试工作并且保证测量精度(这个我很关心,样品多了表面光洁度难以保证)。”另外我在其他工厂看见了名为IDENTEC的自动测量系统(网上一查,发现其与Zwick/Roell是一家),从它通过UKAS认证来看,应与上述Foundrax原理一致。http://ng1.17img.cn/bbsfiles/images/2013/06/201306280809_448156_2280635_3.jpg进口货价格不菲,小工厂只好考虑国产的啦(进口价格的1/9),但是一般其测试原理鲜有提及,但在Foundrax的资料中提到一段:“它(Foundrax)完全不同于目前的利用图像扫描方法进行压痕测量的系统”,是否就是国产设备的测量原理呢?这个原理的不良之处在于:“图像扫描原理无法区别压痕上哪些点为标准点,哪些点为由于工件形状或表面质量等原因而产生的偏离点,并将其统统进行计算。”无意中还翻到了一个国家标准:GB/T24523-2009 《金属材料快速压痕(布氏)硬度试验方法》。其原理是通过压入深度反算硬度,不过没找到符合这个标准的硬度计,但Foundrax又发话了(还真是不让别人活哈,毕竟研究了20年):“压痕外沿会因为材料形变的原因出现少许的突起,在国际标准的硬度测量时是以压痕的最大直径为标准,而是用测深原理只能测量图中“错误”的直径。”http://ng1.17img.cn/bbsfiles/images/2013/06/201306280811_448159_2280635_3.jpg资料分享完了,请用过上述任何一种系统的坛友分享一下:1. 国产布氏压痕测量系统对样品表面粗糙度的敏感性如何?2. 测深原理的设备有人用过吗,对粗糙度的要求如何?是否有上面所讲的缺点呢?
随着中国市场的科技技术日新月异,制造业对产品的精度要求越来越高,人为测量已无法满足客户要求,大家都开始借助仪器测量。目前市面上对于尺寸的测量主要是有二次元及三次元等。那么这些测量仪的区别在哪儿呢?目前市面的二次元测量仪、三次元测量仪、测量投影仪与五次元一键式测量仪的区别??? 现在市场的影像尺寸测量仪,有三次元测量仪、二次元测量仪和测量投影仪。而二次元测量仪跟测量投影仪难以区别,都是光学检测仪器,在结构和原 理上二次元测量仪通常是连接PC电脑上同时连同软件一起进行操作,精度在0.002MM以内,测量投影仪内部是自带微型电脑的,因此不需要再连接电脑,但在精度上却没有二次元测量仪那么精准,影像测量仪精度一般只能达0.01MM以内。三次元测量仪是在二次元测量的基础上加一个超声测量或红外测量探头,用于测量被测物体的厚度以及盲孔深度等,这些往往二次元测量仪无法测量,但三次元测量仪也有一定的缺陷:Ø 测高探头采用接触法测量,无法测量部分表面不 能接触的物体;Ø 探头工作时,需频繁移动座标,检测速度慢;Ø 因探头有一定大小,因些无法测量过小内径的盲孔;Ø 探头因采用接触法测量,而接触面有一 定宽度,当检测凹凸不平表面时,测量值会有较大误差,同时一般测量范围都较小。 光纤同轴位移传感器以非接触方式测量高度和厚度,解决了过去三角测距方式中无法克服的误差问题,因此开发出可以同轴共焦非接触式一键测量的3D轮廓测量设备成为亟待解决的热点问题。 针对现有技术的上述不足,提供五次元测量设备及其测量计算方法,具有可以非接触检测、更高分辨率、检测速率更快、一键式测量、更高精度等优点。五次元测量仪通过采用大理石做为检测平台和基座,可获得更高的稳定性;内置软件的自动分析,可一键式测量,只需按一个启动键,既可完成尺寸测量,使用方便;采有非接触式光谱共焦测量具有快速、高精度、可测微小孔、非接触等优点,可测量Z轴高度,解决测高探头接触对部分产品造成损伤的问题;大市场光学系统可一次拍取整个工件图像,可使检测精度更高,速度更快。并且可以概据客户需要,进行自动化扩展,配合机械手自动上下料,完全可做到无人化,并可进行 SPC 过程统计。为客户提供高精度检测的同时,概据 SPC 统计数据,实时对生产数据调整, 提高产品质量,节约成本。










 我要推广仪器
我要推广仪器
 下载APP
下载APP

