

方案详情文
智能文字提取功能测试中
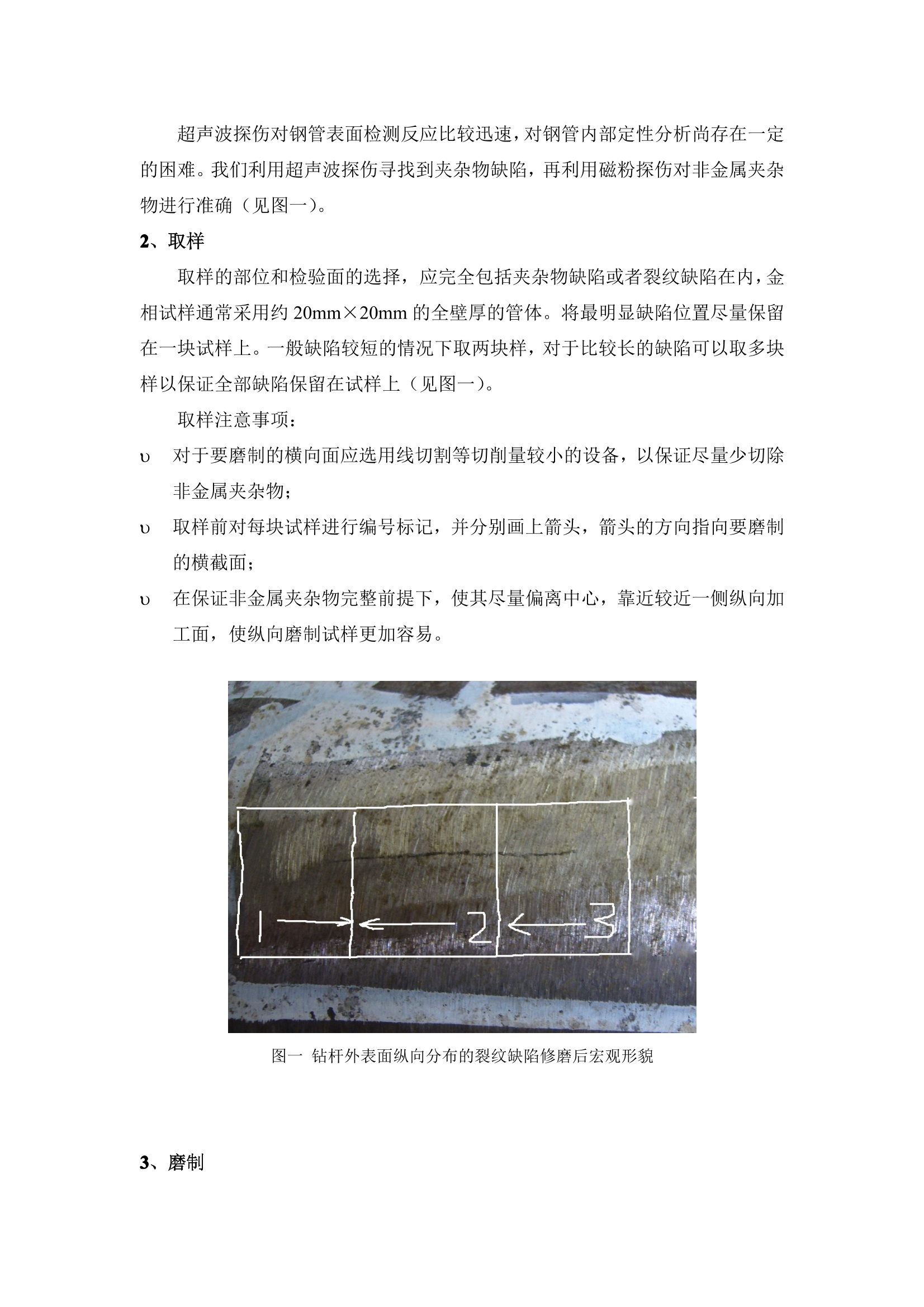
热轧无缝钢管缺陷分析的取样方法 石聪(心随梦动) 摘要:目前对于无缝钢管的非金属夹杂物检验中,经过的无损探伤发现较大回波缺陷,以较大非金属夹杂物居多,然而在进行金相取样不能准确的观察到较大缺陷的完整形态。对此现象可以先选用沿缺陷方向的横向面进行观察以确定缺陷的具体位置,标记后进行纵向制样以更加准确的观察缺陷形态,本次检测所使用的检测设备为:蔡司Axio Vert.A1 倒置式显微镜。 关键字:无缝钢管;无损探伤;;非金属夹杂物 热轧钢管的缺陷形态 目前大多数铬钼系列无缝管的生产工艺流程是:电弧炉+炉外精炼+真空脱气→连铸→环形炉加热→穿孔→热轧→矫直→无损探伤→验收入库。 根据夹杂物的形态进行分类并进一步定位;用扫描电子显微镜及能谱仪对夹杂物进行成分分析。对铝脱氧后钙处理工艺生产的连铸坯及管材中夹杂物分布、种类、形态及成分的分析结果表明:铸坯Al系夹杂含量内弧>外弧>芯部,而平均粒度则是芯部>外弧>内弧;连铸坯芯部成分偏析严重,块状硫化物在晶界偏聚,而碳氮化合物则在偏析区沿晶分布;铸坯近表面球形夹杂物随机分布,与成分偏析无关。 对弧形连铸机,铸坯内夹杂物在距内弧表面铸坯厚度的1/4~1/5范围内有夹杂物集聚,沿宽度方向夹杂物分布也不均匀,这是弧形连铸机的一个缺点。液相穴内夹杂物上浮被内弧侧捕捉而不能上浮到结晶器液面是造成内弧夹杂物集聚的原因。综上所述,管体夹杂物以内表面分布居多,形态在轧制的作用下成纵向分布。 二、 制样过程 在日常生产中,发现连轧无缝钢管中的缺陷大都为纵向裂纹或纵向较大非金属夹杂物,经过超声波无损探伤定位,再以磁粉探伤现实出其形态为图一所示,下面以较大夹杂物为例说明其制样过程: 1、无损探伤 超声波探伤对钢管表面检测反应比较迅速,对钢管内部定性分析尚存在一定的困难。我们利用超声波探伤寻找到夹杂物缺陷,再利用磁粉探伤对非金属夹杂物进行准确(见图一)。 2、取样 取样的部位和检验面的选择,应完全包括夹杂物缺陷或者裂纹缺陷在内,金相试样通常采用约 20mm×20mm 的全壁厚的管体。将最明显缺陷位置尽量保留在一块试样上。一般缺陷较短的情况下取两块样,对于比较长的缺陷可以取多块样以保证全部缺陷保留在试样上(见图一)。 取样注意事项: U 对于要磨制的横向面应选用线切割等切削量较小的设备,以保证尽量少切除非金属夹杂物; U 取样前对每块试样进行编号标记,并分别画上箭头,箭头的方向指向要磨制的横截面; 在保证非金属夹杂物完整前提下,使其尽量偏离中心,靠近较近一侧纵向加工面,使纵向磨制试样更加容易。 图一钻杆外表面纵向分布的裂纹缺陷修磨后宏观形貌 3、磨制 金相试样的磨光除了要使表面光滑平整,尽可能减少表层损伤外,更重要的是保证裂纹缺陷与夹杂物缺陷的完整。 磨制试样的过程中只可倒角,不可倒边。如果非金属夹杂物靠近某角,此角则不能倒或在保证非金属夹杂物完整前提下可轻微倒角; U 粗磨要用平整的刚玉砂带或粗砂纸轻微磨平,尽量少磨以保留非金属夹杂物的完整; U 磨光要注意非金属夹杂物部分的平整。 U 试样抛光时要注意避免未倒边和未倒角划伤抛光布。 图二管体横截面进外壁非金属夹杂物 图三管体横向面距外壁80um划痕参照图 4、纵向制样 经过横向观察确定非金属夹杂物的位置与形态后,要经过测量与标记进行横向定位。其方法是在制样完成后经过观察和测量,确定非金属夹杂物的位置,然后用刀片或细钢针在其附近,垂直内外表面轻轻划一个划痕再进行观察,并测量非金属夹杂物相对划痕的位置,再画一个划痕,以此方法经过数次观察,直到肉眼观察抛光面上的划痕为参照确定非金属夹杂物的位置。然后进行切割或者粗磨。 同时注意粗磨面要平整,且要尽量保持纵向粗磨面垂直于横截面; 注意不可磨过或磨到非金属夹杂物位置以保留足够的磨光余量; U 磨光时要不断观察纵向磨光面距离非金属夹杂物的距离,以保证经过粗磨、磨光后可以准确显现非金属夹杂物的完整形态; 试样抛光时最重要的是避免夹杂物的剥落、变形或拋光面被污染,以便检验面尽可能干净和夹杂物的形态不受影响。 图四管体横截面划痕参照图 二、 缺陷分析 非传统类型夹杂物按与其形态最接近的A、B、C、D、DS类夹杂物评定。 将非传统类别夹杂物的长度、宽度、数量或者直径与评级图片上每类夹杂物进行对比,或测量非传统类型夹杂物的总长度、数量、宽度或直径。 与夹杂物含量相应的级别或宽度系列(细、粗或超尺寸),然后在表示该类夹杂物的符号后加注下标,以表示非传统类型夹杂物的特征。 图五管体横向观察B类夹杂物超长870um 超宽40um 总结 采用横向定位法对连轧无缝钢管中目标缺陷的定为,确定并磨制其纵向试样。其方法是进行同一块试样经过对横向截面和纵向面两次磨样,先通过横截面上的观察和测量,确定缺陷的位置,在通过划痕标记以便纵向制样过程中肉眼观察,最终获得能够可以分析目标缺陷的金相试样。 ( 参考文献 ) ( [1] 尹安远,吴素君.钢中非金属夹杂物的鉴定.理化检验-物理分册,2007,43:5 ) ( |2门 许中波, EL. Gammal.钢中夹杂物含量及其形态对力学性能的影响[J].钢铁研究学 报,1994(6): 1 125~128 ) ( GB10561-1989《钢中非金属夹杂物显微评定方法》[M] ) ( 江友波,孙晓光,安德强,周云.炼钢,铸锭过程中产生非金属夹杂物的原因. )
关闭-
1/5

-
2/5
还剩3页未读,是否继续阅读?
继续免费阅读全文产品配置单




北京普瑞赛司仪器有限公司为您提供《热轧无缝钢管缺陷分析的取样方法》,该方案主要用于粗钢中null检测,参考标准《暂无》,《热轧无缝钢管缺陷分析的取样方法》用到的仪器有检验级体视显微镜 Stemi 305、研究级体视显微镜 Stemi 508、蔡司Smart zoom 5智能超景深三维数码显微镜、研究级倒置式材料显微镜Axio Vert.A1、研究级倒置万能显微镜Axio Observer 3m 。
我要纠错
推荐专场
立体显微镜、体视显微镜
更多







相关方案
 咨询
咨询
