

方案详情文
智能文字提取功能测试中
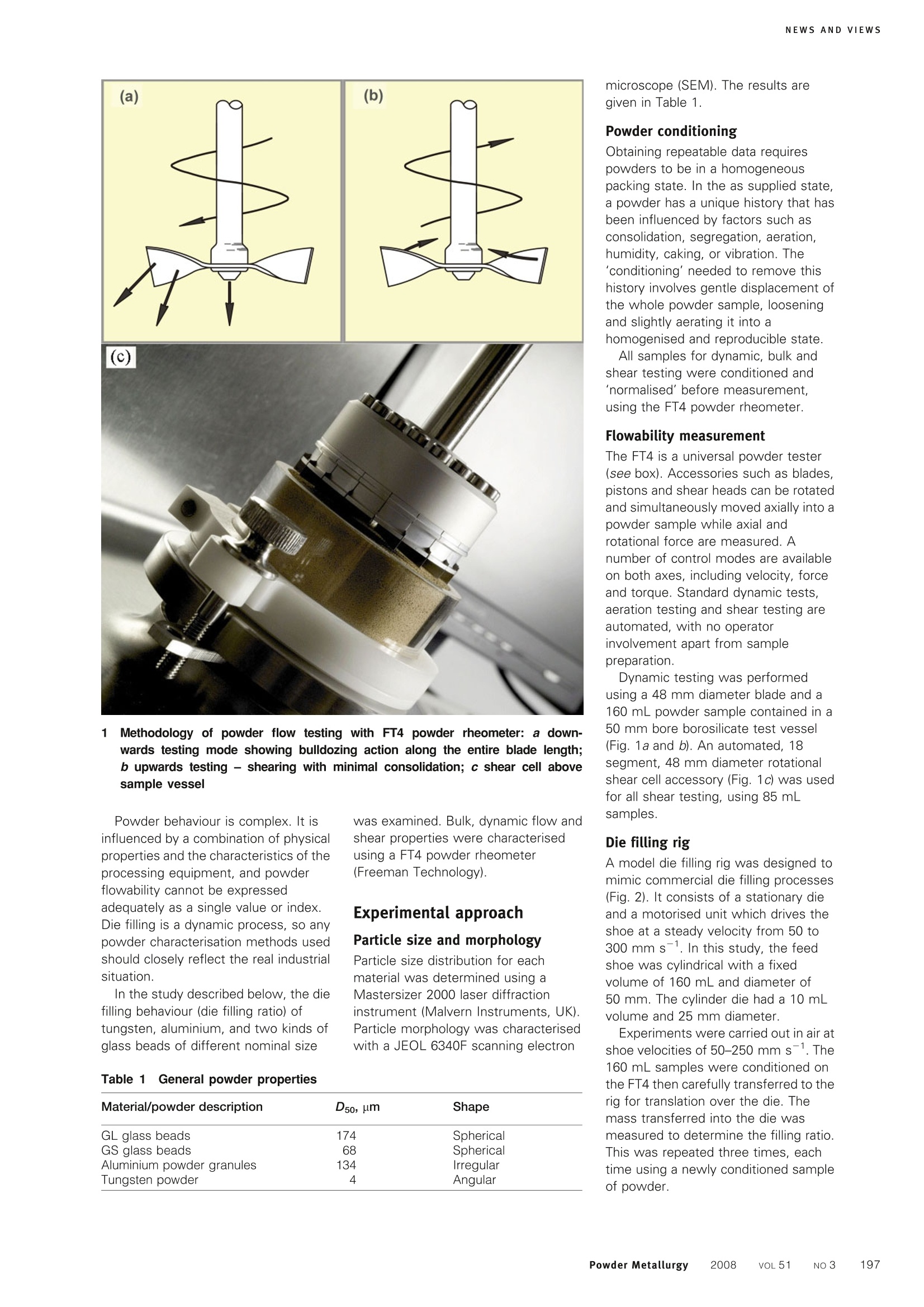
Technology update NEWSAND VIEWS Characterisation of powder bulk, dynamic flowand shear properties in relation to die filling R. Freeman and Xiaowei Fu Understanding powder behaviour duringpreparation,transfer and filling of diesis important in powder metallurgy sinceeach step influences the quality of thefinal component. For high productivityand quality during manufacture, it isessential that process and powdercharacteristics are compatible. Thisinvestigation of the bulk, dynamic flowand shear properties of four materialsdemonstrates that die fillingeffectiveness correlates well with manypowder properties. Thus the availabilityof accurate information about the flowand bulk properties of powders shouldallow reliable prediction of die fillingefficiency, removing any need for themore usual "trial and error'approach. Components made from metalpowders are manufactured in distinctstages: ●die filling- powder drops from afeed shoe into the die cavity ●powder transfer - powder istransferred within the die andthrough a series of tool motions toproduce a compact approaching thefinal shape ●compaction- powder in the die iscompressed to form a green body ●ejection - the green body is ejectedfrom the die ●sintering- the green body issintered, often in a reducingatmosphere ●secondary treatments or finishing-the component is sized or machinedto ensure the required dimensionaltolerance is achieved. The compaction, ejection and sinteringstages in particular have a significantimpact on the properties of the finishedcomponents. A knowledge of thebehaviour of powders in preparation,die filling and powder transfer is ( Reg Freeman is Managing D i rector and XiaoweiFu Research Scientist at Freeman Technology Ltd, Boulters Farm Centre, CastlemortonCommon, W e lland, Worcs. WR13 6LE, UK, tel. +44 ( 0) 1 684 310860, fax+44(0) 1684 ) ( 310236, I nternet www.freemantech.co.uk ) important, since their packing structureand density distribution may influencelater process steps, and affect theintegrity of the final components. Various experimental techniqueshave been used to measure powderflowability in relation to die filling.These include: Hausner ratio and Carrindex (poured and tapped bulk density); Hall or Flodex flowmeters (massflowrate or time required to dischargethrough an orifice); angle of repose; andthe shear cell, which measures theyield strength of a consolidated bulksolid. While all may be useful in specificprocess environments, none predictsthe behaviour of a powder during diefilling. FT4 powder rheometer The FT4 Powder Rheometer providescomprehensive powder flowabilitydata, delivering automated sheartesting, dynamic flowability and bulkproperties measurements. FT4 works on patented blade princi-ple: twisted blade displaces powderas it moves along a helical paththrough sample Dynamic testing The FT4 works on a patented bladeprinciple, a twisted blade displacingpowder as it moves along a helical paththrough the sample. Depending on thedirection and speed of movement, abroad range of flow patterns and ratescan be achieved. Axial and rotationalforces acting on the blade are measuredand these data form the basis of theflowability assessment. Force mea-surements are converted into energy todetermine the total energy consumedor work done during the traverse. Shear testingShear testing has traditionally been used to determine the behaviour ofconsolidated powders. The shearproperties measured, which includecohesion values, compression strength(unconfined yield strength) and internalangle of friction, are all useful powdercharacteristics that complementdynamic flow energy measurementsand bulk properties data. Bulk properties Automated testing enables the precisemeasurement of bulk density, perme-ability and compressibility. Bulk prop-erties characterisation includes: bulkdensity measurements on conditioned,tapped and consolidated powders;permeability (pressure drop at fixed airthroughput) as a function of varyingbulk pressure; and compressibility of apowder bulk as a function of externalpressure. Sample conditioning Regardless of which type of measure-ment is being carried out - dynamic,shear or bulk property determination -a prerequisite is a robust methodologythat ensures the material is alwaysanalysed in the same state. Sampleconditioning is a core element of everyautomated testing procedure. Theconditioning step is a downward andupward traverse of the blade, whichloosens and slightly aerates a com-pacted sample or releases air fromoverly aerated powders, ensuring thatall measurements are carried out usinga precisely known volume of homo-geneously packed powder. Methodology of powder flow testing with FT4 powder rheometer: a down-wards testing mode showing bulldozing action along the entire blade length;b upwards testing - shearing with minimal consolidation; c shear cell abovesample vessel was examined. Bulk, dynamic flow andshear properties were characterisedusing a FT4 powder rheometer(Freeman Technology). Powder behaviour is complex. It isinfluenced by a combination of physicalproperties and the characteristics of theprocessing equipment, and powderflowability cannot be expressedadequately as a single value or index.Die filling is a dynamic process, so anypowder characterisation methods usedshould closely reflect the real industrialsituation. In the study described below, the diefilling behaviour (die filling ratio) oftungsten, aluminium, and two kinds ofglass beads of different nominal size Table 11General powder properties Material/powder description D50, um Shape GL glass beads 174 Spherical GS glass beads 68 Spherical Aluminium powder granules 134 Irregular Tungsten powder 4 Angular microscope (SEM). The results aregiven in Table 1. Powder conditioning All samples for dynamic, bulk andshear testing were conditioned and'normalised'before measurement,using the FT4 powder rheometer. Flowability measurement The FT4 is a universal powder tester(see box). Accessories such as blades,pistons and shear heads can be rotatedand simultaneously moved axially into apowder sample while axial androtational force are measured. Anumber of control modes are availableon both axes, including velocity, forceand torque. Standard dynamic tests,aeration testing and shear testing areautomated, with no operatorinvolvement apart from samplepreparation. Dynamic testing was performedusing a 48mm diameter blade and a160 mL powder sample contained in a50 mm bore borosilicate test vessel(Fig. 1a and b). An automated, 18segment, 48 mm diameter rotationalshear cell accessory (Fig. 1c) was usedfor all shear testing, using 85 mLsamples. Die filling rig A model die filling rig was designed tomimic commercial die filling processes(Fig. 2). It consists of a stationary dieand a motorised unit which drives theshoe at a steady velocity from 50 to300 mms-. In this study, the feedshoe was cylindrical with a fixedvolume of 160 mL and diameter of50 mm. The cylinder die had a 10 mLvolume and 25 mm diameter. Experiments were carried out in air atshoe velocities of 50-250 mm s.The160 mL samples were conditioned onthe FT4 then carefully transferred to therig for translation over the die. Themass transferred into the die wasmeasured to determine the filling ratio.This was repeated three times, eachtime using a newly conditioned sampleof powder. Results and discussionPowder flowability The most important material propertiesaffecting powder flowability,summarised in Table 2, are furtherdiscussed in this section. Specific energy Specific energy (SE) is a measure ofhow easily a powder will flow in anunconfined or low stress environment.lt is calculated from the energy neededto establish a particular flow pattern in aconditioned, precise volume of powder.During measurement, this flow patternis an upward clockwise motion of theblade (see Fig. 1b), generating gentlelifting and low stress flow. The SE iscalculated from the work done inmoving the blade through the powderfrom bottom to top of the vessel(upward traverse). Gravity dominates inthis test, so to compensate for varyingbulk densities the flow energy isexpressed as specific energy,normalised by the mass of powder. Specific energy depends primarily onthe shear forces acting betweenparticles. Cohesion is often the mostinfluential property in low stressenvironments. Sample GS has thelowest SE, indicating it flows mostreadily in a low stress, conditionedstate. Tungsten has the highest SE,suggesting it behaves most cohesively.Interestingly, GL has a higher SE thanGS, indicating higher cohesion. Basic flow energy (BFE) In these conventional dynamic tests, apreviously conditioned powder wasconsolidated using a bulldozing bladeaction (Fig.1a) that forced the powderdown towards the bottom of the 2Schematic drawing of die filling process 3Variation of flow energy as function of air velocity moved freely. When a powder isaerated, less energy is normallyrequired to move it. This reduction inflow energy is described by theaeration ratio (AR). Cohesive powders do not allow air topermeate through the powder bulk -instead channels or rat-holes occur. Theresulting change in energy is thereforesmall. In less cohesive powders airpermeates the entire bulk, with aconsequent large reduction in energy. Glass GL Glass GS Aluminium Tungsten Basic flowability energy(BFE), mJ 1431 899 3300 5964 Stability index (SI) 1.03 0.97 1.25 1.10 Flow rate index (FRI) 1.04 102 148 1.40 Conditioned bulk density (CBD),g mL 1.44 146 1.24 417 Bulk density, consolidated by 20 taps, g mL 150 1.49 1.34 497 Specific energy (SE), mJ g 336 236 440 670 Aeration ratio (AR) 492 563 171.5 26.1 Pressure drop across powder bed at 2 mm sair velocity (PD15), mbar 0.82 5.20 1.40 153 Consolidation index (Cl20taps)- factor by which flow energy increases relative to BFE 1.31 1.11 143 232 Volume change, 20 taps, % 40 20 7.5 161 Compressibility (volume change, 15 kPa direct pressure), % 203 246 3.50 11.1 Shear stress t2, kPa 1.0 074 157 1.64 Shear stress t, kPa 052 039 088 102 Unconfined yield strength (UYS), kPa 028 0.13 045 109 Angle of internal friction, deg 239 187 357 340 Cohesion (Co), Pa 90 46 120 297 Flow function (FFc) 140 293 116 553 4 Compressibility as function of applied normal stress volume change of a conditioned samplewhen it is slowly compressed so thatentrained air can escape. While not adirect measure of flowability, it canindicate whether a powder is cohesiveor free flowing. Tungsten is the most sensitive tocompression (Fig. 4). GL and GS havevery low compressibility,reflecting therelatively efficient packing of theparticles when in a conditioned, lowstress state. This is due to theirspherical shape, low cohesion and highpermeability. The aluminium powderhas a median compressibility betweenglass beads and tungsten powder sinceits large particle size and irregular shapeallow a degree of realignment andcloser packing. Permeability Permeability indicates the ease withwhich a material can transmit a fluid (inthis case air) through its bulk. Forpowders, influencing factors includephysical properties such as particle sizeand distribution, cohesivity, particle In some cases virtually all particlesseparate and the bed fluidises. Thesensitivity of a powder to aerationrelates well to its performance in agravity feed system and for processessuch as volumetric filling. The four powders behave verydifferently during aeration whensubjected to the same range of airvelocities (see Fig. 3). Above a certainair velocity the aluminium, GL and GSglass beads fluidise. Because of itspermeability, the GL sample requiresthe highest velocity, releasing airrapidly and needing considerable airflow to separate the particles. The permeability of the smaller glassbeads, GS, is lower by a factor of up to6, allowing fluidisation at relatively lowair velocity. Thus a small amount ofentrained air will greatly improve theflowability of GS, compared with GL.However, GL will rapidly release a largeamount of entrained air. The aluminiumpowder is also highly permeable,requiring high air velocity to fluidise.The tungsten with its poorpermeability, does not fluidise, asshown by the high flow energyrequirement (Fig. 3). Close bonding ofthe small tungsten particles makes thebed cohesive, with injected air formingchannels to escape. Effect of consolidation on flow energy Closer packing and the loss ofentrained air mean that compacted orconsolidated powders are less likely toflow freely under gravity. Consolidationof all four powders was determinedafter subjecting each to 20 taps.Manyprocesses (including die filling) imposevibration and the vulnerability of apowder to this is important. Thestandard dynamic test was used (as inthe BFE measurement) to determinethe extent to which the flow energyincreased as a result of consolidation. The results (Table 2) show anincrease in normal flow energy (BFE) of230%for the tungsten with a 16%volume reduction. This compares withan energy increase of 10% for GS glassand only a 2% volume reduction. Compressibility Compressibility is a bulk propertymeasurement that examines the 5 Pressure drop through powder bed at constant 2 mm s air velocity asfunction of applied normal stress 6Shear stress versus normal stress of a sample consolidated and pre-shearedat 3 kPa normal stress 7Die filling ratio of four different powders at different shoe speeds stiffness, shape, surface texture andbulk density. External factors,consolidation stress for example, alsohave an effect by changing porosity andparticle contact surface areas. Generally, cohesive powdersconsisting mainly of sub-30 umparticles are the least permeable;granular powders are typically mostpermeable. Powders with largeparticles and fines may form a tightpacking structure, with fines filling thespaces between particles, reducing thepermeability of the powder bulk.Permeability determines the dischargerate of entrained air during die filling. Figure 5 shows the air pressuredifference required across the depth ofthe powder bed to maintain a constantair flow (2 mm s1) while consolidatingthe powder at increasing normalstresses. Increasing stress reduces thepermeability of the tungsten but haslittle effect on the other powders due totheir lower compressibility and greaterparticlesize. Granular aluminium and GL are morepermeable than the other two samples because of their relatively large voidstructure. Shear properties The primary flow mode of powders isshear, where particles slide relative toone another. High shear strengthmeans greater resistance to flow.Figure 6 shows the relatively high yieldloci of tungsten and aluminiumcompared with glass. Shear tests werecarried out at 2, 1.75, 1.5, 1.25 and1 kPa normal stresses, with samplespre-consolidated to 3 kPa normalstress. The derived unconfined yieldstrength or compression strength ofthe powders determines whetherdischarge from a hopper will cease dueto the formation ofa stable bridge.Cohesion value and internal angle offriction are also derivable from Fig.6(see Table 2). Shear properties are important in diefilling because powders retained in thedispensing shoe must shear undergravity in order to flow into the die, andmust not bridge. These factors willdetermine the mass flow rate during 8Die filling properties of tungsten powder under different powder packingconditions the die filling process. The higher theshear stress and internal angle offriction for a given normal stress, themore problematic the powder duringflow initiation in the processenvironment. Die filling behaviourConditioned powder Gravity filling comprises twosuccessive stages: powder flow fromthe shoe, and powder packing/settlingin the die. Several major factorsinfluence the die filling ratio, includingpowder flow properties, air escapefrom the die and escape of entrained airin the powder. For the initial tests all powders wereconditioned before die filling. The diefilling ratios of conditioned powderwere calculated from filled mass andconditioned bulk density (see Fig. 7).The four powders have very differentdie filling abilities: GL glass the best andtungsten the worst. At the lowest shoespeed even tungsten filled well, but atthe highest speed the filling ratiodeteriorated to below 20% comparedwith GL glass which remained above80%. Aerated and tapped powder The packing condition of powder in theshoe and its impact on air content andbulk density affects die fillingperformance. To quantify this,aluminium and tungsten wereevaluated in both slightly consolidatedand lightly aerated states. Sampleswere aerated at 20 mm s、-1(aluminium) and 10 mm s(tungsten)then transferred carefully to the diefilling rig. Aerated powder had the best fillingability and consolidated powder theworst. The die filling ratio of tappedtungsten powder is shown in Fig. 8.The effect of tapping is dramatic,causing the die filling ratio to drop by afurther 50%, and bulk density toincrease by 16%. A singlemeasurement on 'aerated' tungstenwas made at 150 mm s-1, showing nochange from the conditioned data.Evidently aeration in tungsten powderproduces channels and does not alterthe packing state of the bed. Powder properties and fillingperformance Thirteen flowability and other powderproperties were measured. For mostparameters low values mean betterflowability while higher mean poorer.The exception is aeration ratio where a high value indicates good aeration andflowability. The availability of a diverse range offlowability indicators is particularlyuseful when comparing very similarmaterials. Because tungsten,aluminium and glass spheres arefundamentally different, it was notabsolutely necessary here to measureall parameters. However the data(Table 2) show excellent correlationamong all parameters -low values forthe GS glass and the highest values fortungsten - confirming the poor flowproperties of tungsten. Figure 7 shows the filling ratios forthe four powders when filling at230 mm s1. The correlation is clear -tungsten has the worst flow propertiesand filling ratio, aluminium the nextworst. The glass data are surprising:GS, with smaller spheres, has the bestflow properties, yet inferior filling ratios,than the larger spheres of GL. This isattributed to the higher permeability ofGL. Its ability to release entrained airinstantly allows more complete filling ofthe die, confirmed by observing bedcollapse rates. Air is a major influence andparticularly important in die filling bygravity. Crucial factors are: ●air content of the powder beforefilling ●air entrainment as powder falls fromshoe to die ●release of the air entrained in thepowder in the die ●escape of air from the die upon filling.The first three relate directly to powderproperties discussed above. Venting ofthe die volume depends on die design and is not germane to the presentstudy. The importance of air on flowproperties is demonstrated by theaeration data. Tungsten does not aeratedue to its fine particle size andcohesivity. The glass spheres,however, are interestingly different,since GS aerates and eventuallyfluidises at relatively low levels of airaddition, whereas GL, with higherpermeability, requires a higher volumefraction of air to fluidise. GS thereforeaerates rapidly on die filling, givingsuperior flow properties, but it isrelatively poor at releasing air once inthe die. Aerating powder before fillingconfirmed that aeration improves flowproperties (except for fine cohesivepowders), improving flow into the dieand givinghigher filling ratios.Consolidation excludes air,increases bulk density, compromisesflow properties and reduces the fillingratio. Conclusion The die filling performance of threevery different materials has beenmeasured and correlated with theirflow properties and othercharacteristics. A comprehensive set ofproperties was measured using auniversal powder tester, leading to thefollowing conclusions. There was clear correlation betweendie filling performance and powderproperties. In general, powders havinglow values of flow energy, flowrateindex, consolidation index, shear strength, cohesion, compressionstrength, internal angle of friction andcompressibility fill well. However,permeability is also important and thereis an optimum permeability forpowders that aerate, since too low avalue will allow aeration but inhibit de-aeration. A highly permeable powdermay not increase its entrained air orfluidise until a considerable air volumehas been applied, but it will de-aeraterapidly. The four powders have very differentdie filling performance; 174 um GLglass is the best and 4 um tungsten theworst. This is attributed to the goodflow properties and excellentpermeability of the GL glass beads.The cohesive 4 um tungsten haspoor flow properties and poorpermeability. Die filling performance depends onthe packing condition of powders in thedispensing shoe. With 4 um tungsten,consolidation significantly worsensflowability and may result in bridgingand zero filling. Powders that readilyentrain air will improve theirflowability and die filling capacity ifaerated. In summary, die filling efficiency ispredictable with a high level ofconfidence from information aboutboth flow and bulk properties. Wherepowders that fill well are availablealongside problematic powders,powder characteristics correlatingwith 'good'and 'bad'behaviour canbe measured. New formulationsmay then be compared with this dataand their die filling performancepredicted. owder Metallurgy VOL O DOI Powder Metallurgy VOL 粉体材料在粉体冶金中的储存、输送以及充模填充的每一个步骤的表现都会影响到最终的产品质量,所以,了解粉体在这些步骤中的行为是至关重要的。高生产质量和高生产效率取决于粉体特性和加工流程的良好匹配。 本文对四种粉体材料的整体性质、动力学流动性质以及剪切性质进行了研究,其中发现粉体充模填充的效果与粉体的若干特性存在较强的关联性。 这样,如果能够实现对粉体整体性质和流动特性的准确测试,就能够对粉体充填效率进行可靠的预测,而避免采取通常使用的试错法。
关闭-
1/6

-
2/6
还剩4页未读,是否继续阅读?
继续免费阅读全文
麦克默瑞提克(上海)仪器有限公司为您提供《粉体中流动性检测方案(粉末流动性)》,该方案主要用于其他中流动性检测,参考标准《暂无》,《粉体中流动性检测方案(粉末流动性)》用到的仪器有FT4粉体流变仪。
我要纠错
推荐专场
粉末流动性测试仪
更多


相关方案
 咨询
咨询