
方案详情文
智能文字提取功能测试中
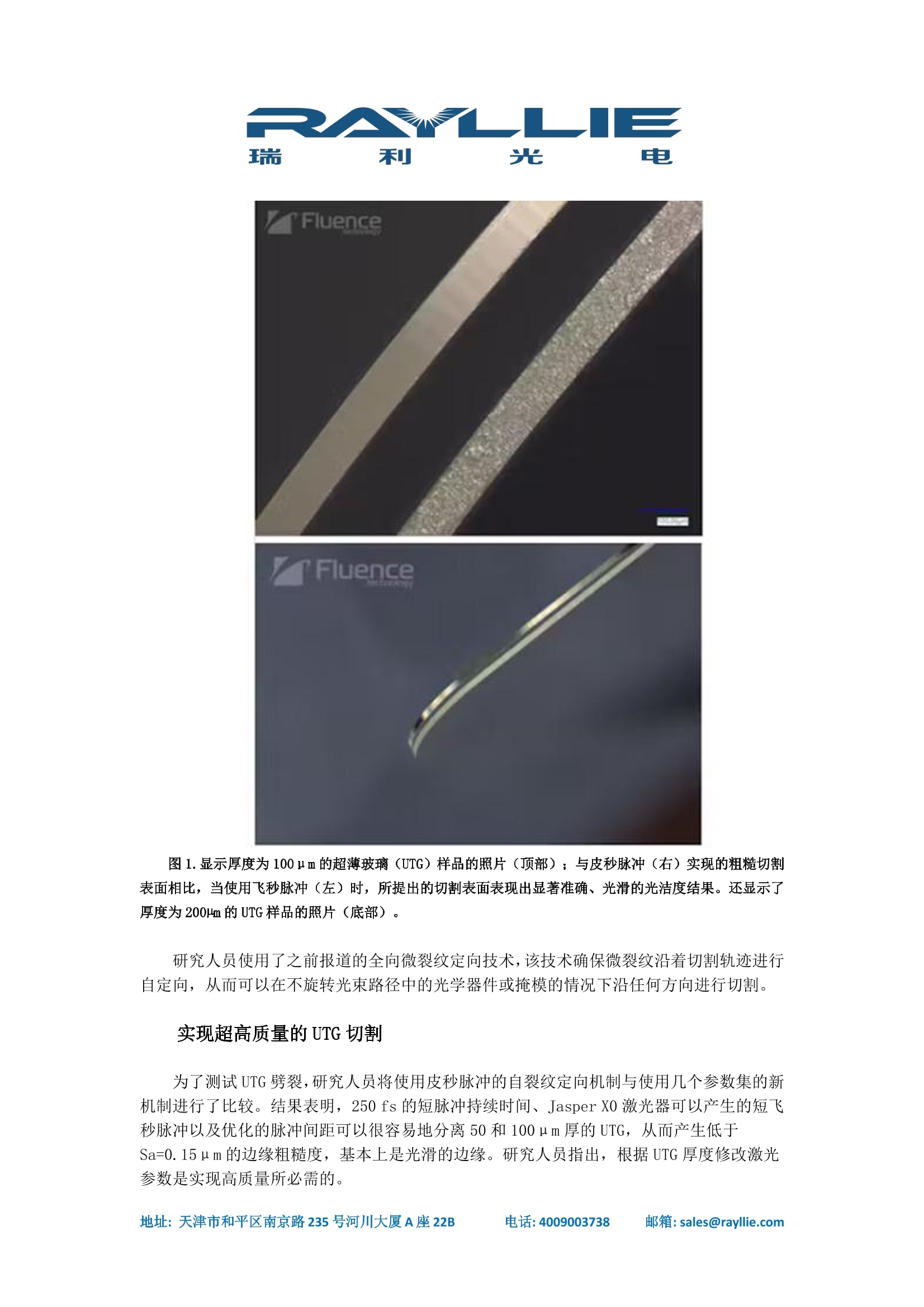
飞秒光纤激光器改善超薄玻璃和聚合物的加工为了克服激光玻璃和聚合物切割固有的挑战,Fluence的研究人员开发了一种使用超快飞秒光纤激光器的流线型技术。该方法提供了独立于方向的高速切割,具有高质量的边缘和减小的切口宽度,即使是厚玻璃也能达到每秒米的速度,并且不会产生碎屑/烟雾,对环境友好。测试表明,该方法适用于各种材料,包括蓝宝石,以及显示器和消费电子市场上的大多数玻璃应用,如移动设备的盖玻片和可折叠显示器的超薄玻璃(UTG)。对于UTG,结果表明,仅使用250fs脉冲就可以实现低于100nm的表面粗糙度。在聚合物加工中,特别是聚乳酸(PLA)和聚甲基丙烯酸甲酯(PMMA),基于短于250fs的脉冲的技术有助于克服热积聚问题,从而克服厚聚合物基底的低切割速度。研究人员证明,与典型的聚合物烧蚀切割工艺相比,切割速度快几个数量级。具体来说,实验测试了各种参数,包括脉冲持续时间、脉冲串能量、脉冲串中的脉冲数和切割不同材料时的间距,结果有三个:1. 工艺参数对在裂纹自定向状态下裂开的各种材料的边缘质量的影响。边缘粗糙度影响材料加工后的强度,这对可折叠显示器等应用至关重要。2.在任何方向上高速切割的可能性,例如在制造圆形形状时,无需主动光束转向,同时无论方向如何都能获得高质量的边缘。3.使用相同的简化设置和激光源切割玻璃和聚合物的能力。实验设置研究人员使用了该公司的Jasper X0飞秒光纤激光器,其平均功率水平为20 W,在200 kHz的单个短脉冲中可输出100μJ的脉冲能量,基本波长为1030 nm。测试包括劈开50和100μm厚的UTG(见图1)、1.1 mm厚的BK7玻璃、双面层压UTG、0.3 mm的PLA和3 mm厚的PMMA。使用LEXT OLS500激光共聚焦显微镜测量粗糙度。图1.显示厚度为100μm的超薄玻璃(UTG)样品的照片(顶部);与皮秒脉冲(右)实现的粗糙切割表面相比,当使用飞秒脉冲(左)时,所提出的切割表面表现出显著准确、光滑的光洁度结果。还显示了厚度为200µm的UTG样品的照片(底部)。 研究人员使用了之前报道的全向微裂纹定向技术,该技术确保微裂纹沿着切割轨迹进行自定向,从而可以在不旋转光束路径中的光学器件或掩模的情况下沿任何方向进行切割。实现超高质量的UTG切割为了测试UTG劈裂,研究人员将使用皮秒脉冲的自裂纹定向机制与使用几个参数集的新机制进行了比较。结果表明,250 fs的短脉冲持续时间、Jasper X0激光器可以产生的短飞秒脉冲以及优化的脉冲间距可以很容易地分离50和100μm厚的UTG,从而产生低于Sa=0.15μm的边缘粗糙度,基本上是光滑的边缘。研究人员指出,根据UTG厚度修改激光参数是实现高质量所必需的。Fluence超快激光应用实验室激光微处理研发总监Bogusz Stepak认为,粗糙度可能甚至低于测量值,因为它已经达到了显微镜的极限。Stepak说,非常低的边缘粗糙度是有益的,因为“粗糙度和UTG弯曲强度之间有很强的相关性”。有趣的是,这种新方法不会产生微裂纹,而且在皮秒脉冲持续时间内是不可能的。Stepak说:“脉冲沉积后,材料内部的能量弛豫不会导致开裂。”“这是一种不同类型的改性,如果我们将这些改性彼此靠近,我们可以形成一条均匀的改性玻璃线,并沿着这种改性断裂,获得非常高质量的边缘。”然而,需要进行更多的测试,以充分了解该工艺的工作原理,并测试劈裂玻璃的强度。当将相同的设置应用于混合材料时,即夹在两个30μm聚合物层之间的90μm UTG玻璃芯,该团队能够使用250 fs和8 ps的脉冲持续时间来破坏材料,但使用250 fs制作的边缘质量明显更高。此外,该方法可以在一次通过中切割材料,而不会出现后处理、分层、开裂或表面污染。处理BK7对于1.1毫米厚的硼硅酸盐玻璃,研究人员使用飞秒激光,使用各种参数集,包括不同的能级、脉冲间距和脉冲串中的脉冲数,切割出圆形。任何一个的微小变化都会影响质量。然而,在脉冲间距为5.0至7.5μm的三到四次爆发时,“我们发现脉冲间距有一个最佳点,可以获得低于0.4μm的高质量表面粗糙度,这通常足以用于大多数工业应用,”Stepak说。该团队测量了水平和垂直切割的粗糙度,以评估无论切割方向如何,该过程都能产生相同的质量。两者的粗糙度相似。Stepak说:“所以,我们有一个非常简单的设置,没有任何旋转部件,而且我们在所有方向上都有相同的质量。”“这是一个非常高质量的过程,可以轻松分离。”Stepak补充说,使用更高的脉冲间距可以提高处理速度。在100kHz的重复频率下,UTG和通常厚度高达1.5mm的玻璃都可以以高达1m/s的速度单次通过处理。使用在300kHz下工作的60W Jasper X0激光器,可以将该值增加三倍。加工聚合物Stepak解释说,研究人员使用相同的技术切割0.3毫米厚的PLA和厚度高达3毫米的PMMA,结果很有希望。他们发现,对于250 fs的最短脉冲,获得了容易的机械断裂(见图2)。当使用皮秒脉冲持续时间时,破坏样品几乎是不可能的。图2.脉冲间距、脉冲持续时间和破坏各种脆性聚合物的能力之间的关系。更短的脉冲能够处理无定形聚合物并达到更高的切割速度。不同的材料需要不同的脉冲间距才能获得良好的结果。Stepak说:“因此,对于聚乳酸等半结晶聚合物,我们可以用更高的脉冲间距进行切割,因为这种材料更脆。”“如果这种材料不那么脆——例如PMMA,它是一种完全无定形的聚合物——我们需要更低的脉冲间距。”Stepak说:“使用非常短的脉冲和与玻璃相同的光学器件,我们可以对聚合物进行切割。”“再说一遍,我们没有切口,没有材料损失和烟雾,而且我们几乎没有热影响区,所以这是一个非常好的过程,尤其是对于要求苛刻的应用。”图3.在无定形和结晶PLA中使用飞秒脉冲切割圆形的照片。这种切割方法在聚合物上的应用证明了其切割边缘无缺陷、光滑。该技术显示出在各种无定形(PMMA、PC)和半结晶聚合物(PET、PLA、PA6、PE、PEEK;见图3)中使用的潜力。未来的测试将探索其他加工制度,以发现如何进一步优化各种材料的切割质量和速度,并应用该工艺创造更复杂的边缘形状。
关闭-
1/5
-
2/5
还剩3页未读,是否继续阅读?
继续免费阅读全文产品配置单

天津瑞利光电科技有限公司为您提供《飞秒光纤激光器改善超薄玻璃和聚合物的加工》,该方案主要用于玻璃中超薄玻璃和聚合物的加工检测,参考标准《暂无》,《飞秒光纤激光器改善超薄玻璃和聚合物的加工》用到的仪器有高功率飞秒光纤激光器Jasper X0-天津瑞利-FLUENCE。
我要纠错



相关方案
 咨询
咨询



