

方案详情文
智能文字提取功能测试中
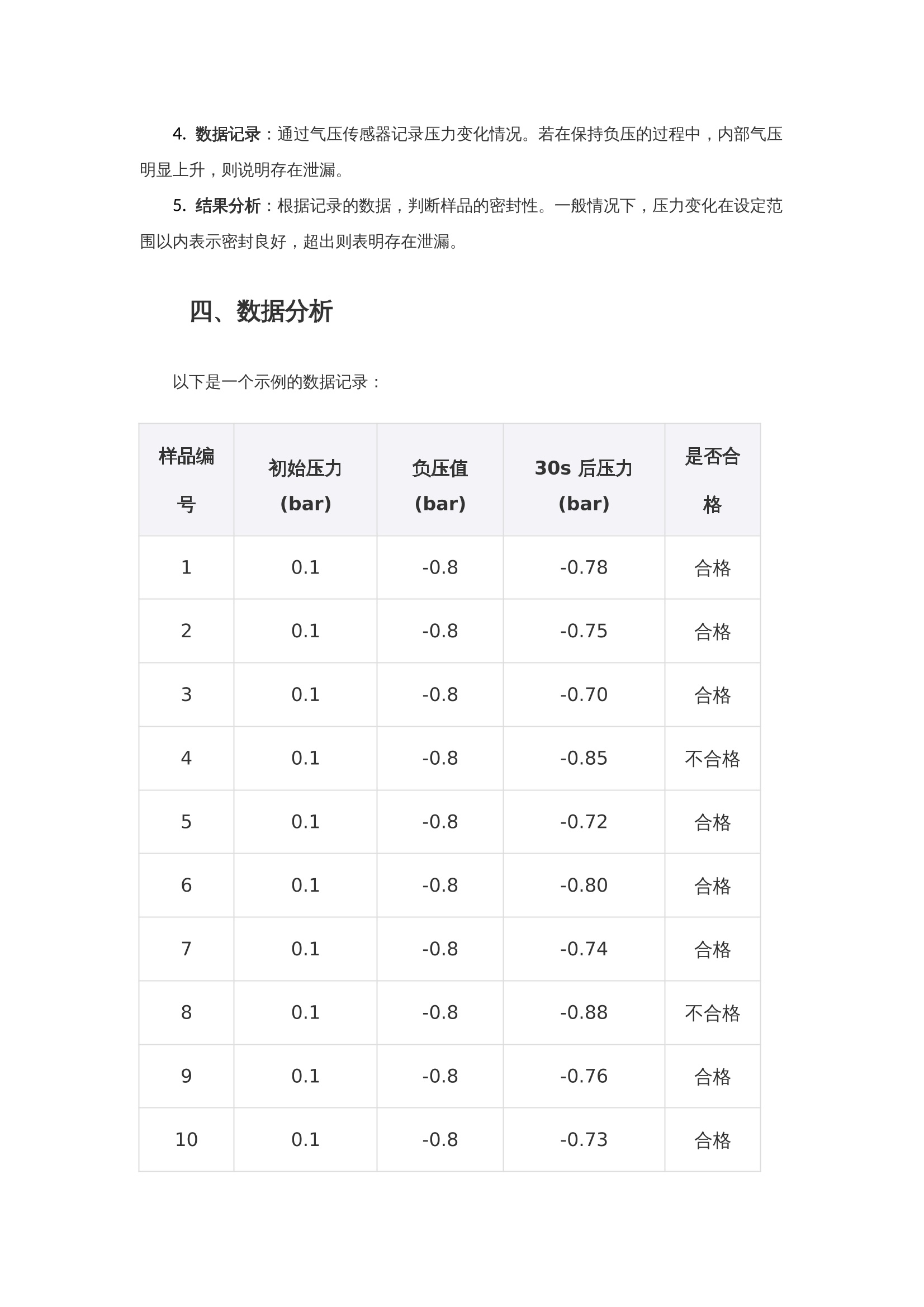
负压法检测铝箔泡罩包装密封性是一种广泛应用于药品和食品包装行业的质量检测方法。该方法通过在测试过程中制造一个负压环境,从而判断包装的密封性能。以下是关于负压法检测铝箔泡罩包装密封性的详细介绍,包括方法步骤、原理、设备和一些数据示例。一、方法原理负压法的基本原理是利用气体的流动性和密封性差异来检测包装的完整性。当铝箔泡罩包装在负压环境中时,如果包装内部存在微小的泄漏,外部空气将通过泄漏点进入包装内部,从而改变内部压力。这种压力变化可以通过专门的设备进行监测,进而判断包装的密封性。二、设备与材料1. 负压检测设备:通常采用泉科瑞达LEAK-01负压法密封试验仪,能够实时监测气压变化。2. 测试样品:铝箔泡罩包装的产品样品。3. 真空泵:用于创造负压环境。4. 气压传感器:用于检测和记录内部压力变化。三、测试步骤1. 准备样品:选择一定数量的铝箔泡罩包装样品,建议至少10个样品以保证数据的代表性。2. 设备校准:启动负压检漏仪,确保其处于正常工作状态,并校准至标准值。3. 负压测试:① 将样品放置在负压检漏仪的测试腔内。② 启动真空泵,将内部气压降至设定的负压值(如-0.8 bar)。③ 保持该负压状态一定时间(通常为30秒至1分钟),以观察压力变化。4. 数据记录:通过气压传感器记录压力变化情况。若在保持负压的过程中,内部气压明显上升,则说明存在泄漏。5. 结果分析:根据记录的数据,判断样品的密封性。一般情况下,压力变化在设定范围以内表示密封良好,超出则表明存在泄漏。四、数据分析以下是一个示例的数据记录:样品编号初始压力 (bar)负压值 (bar)30s 后压力 (bar)是否合格10.1-0.8-0.78合格20.1-0.8-0.75合格30.1-0.8-0.70合格40.1-0.8-0.85不合格50.1-0.8-0.72合格60.1-0.8-0.80合格70.1-0.8-0.74合格80.1-0.8-0.88不合格90.1-0.8-0.76合格100.1-0.8-0.73合格五、总结负压法检测铝箔泡罩包装密封性是一种精确且有效的方法,能够快速识别包装缺陷。在实际操作中,需要注意设备的校准和样品的选择。通过数据分析,我们能够及时发现潜在的质量问题,从而提高产品的安全性和可靠性。
关闭-
1/3
-
2/3
还剩1页未读,是否继续阅读?
继续免费阅读全文产品配置单

山东泉科瑞达仪器设备有限公司为您提供《负压法检测铝箔泡罩包装密封性的解决方案》,该方案主要用于复合材料中密封性测试检测,参考标准《暂无》,《负压法检测铝箔泡罩包装密封性的解决方案》用到的仪器有LEAK-01密封试验仪 负压法密封性能测试仪 包装密封完整性检测仪。
我要纠错
推荐专场
密封试验仪、泄露试验机
更多


相关方案
 咨询
咨询

