第1楼2005/11/15
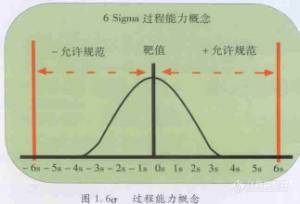
假定过程变异是高斯分布,分布尾端的面积可用来估计预期的缺陷。例如,如果产品规范包括了±2s,则尾端的面积相当于4.5%的缺陷或每百万件中有45400件缺陷。4.5%数字不算坏,但每百万中45400缺陷就不是很好。对于(3s,缺陷率将小于0.27%或每百万件中有2700缺陷;对于±4s,其缺陷率为0.0063%或每百万件中有63件缺陷;对于±5s,缺陷率仅为每百万中0.57;而±6s,缺陷率仅为每百万中0.002。
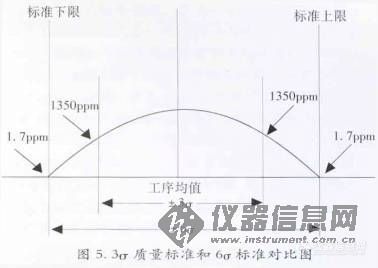
超过5σ,其改进过程收益较少,然而,其优点是过程均值小的偏移实际上是可以允许的,而对缺陷率未有显著性地增加。如图2所示,1.5σ偏倚或偏移在6σ过程中几乎未造成任何缺陷。实际机率是可预见,即如下:
*6σ过程每百万中3.4缺陷;
*5σ过程每百万中233缺陷;
*4σ过程每百万中6210缺陷;
*3σ过程每百万中66,807缺陷;
*2σ过程每百万中308,537缺陷;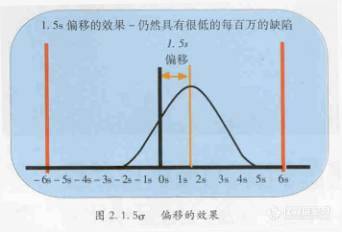
第2楼2005/11/15
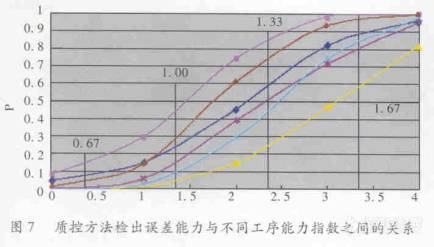
由于1.5s偏倚或偏移统计质量控制难以检出,6σ过程提供更好的保证,其生产的产品具有预期的质量规范并具有较低的缺陷率。另外一种方式是用任何质量控制方法可监测6σ过程,即3s控制限和少的控制结果个数,则任何重要的问题或误差将能检出,并能纠正。随着工序能力从5σ降低到4σ,再降到3σ,为了检出重要的误差其质量控制方法的选择变得越来越重要。工序能力越低,其过程难以控制在规定的质量水平上。
工序的与工序能力指数
工序能力(Process Capability)是指工序的加工质量满足技术标准的能力。它是衡量工序加工内在一致性的标准。工序能力决定于五大质量因素4M1E(即4M1E,Man(人)Machine(机)Material(料),Method(法),Environment(环)。而与公差无关。这里,工序能力指加工质量方面的能力,而生产能力则指加工数量方面的能力,二者是不同的。
工序能力的度量单位是质量特性值分布的标准差,记以σ。通常,用6σ表示工序能力。当工序处于稳定状态时,产品的计量特性值有99.7%落在均值μ士3σ的范围内,即有99.73%的产品落在上述6σ范围内,这几乎包括了全部产品。
工序能力指数(Process Capability Index)表示工序能力满足产品技术标准(产品规格、公差)的程度,一般记以Cp。对于双侧规格情况,CP的计算公式如下:
Cp=T/6σ=(TU -TL)/6σ≈(TU -TL)/6s公式(1)
式中,T为技术规格的公差幅度(相当于临床检验项目的允许总误差TEa),TU、TL分别为规格上、下限,σ为质量特性值分布的标准差,可用样本标准差s来估计。
在上述工序能力指数中,T反映对产品质量的要求,而σ则反映工序的加工质量,所以在工序能力指数Cp中将6σ与T比较,就反映过程加工精度满足产品技术要求的能力。
第3楼2005/11/15
根据T与6σ的相对大小可以得到图3的三种典型情况。Cp值越大,表明加工精度越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对Cp值的选择应根据技术要求与经济性的综合考虑来决定。当T=6σ,Cp=1,从表面上看,似乎这是既满足技术要求又很经济的情况。但由于过程总是波动的,分布中心一有偏移,不合格产品率就要增加,因此,通常取Cp大于1。
如果过程存在偏倚(bias),则过程能力指数的度量称为Cpk,其计算公式为:Cpk=(T-偏倚)/3s。如果公差规范是12%,标准差s为2%,偏倚为0.0%,则Cpk为2.00,其具有理想的能力,即是6σ过程,因为6s在公差范围之内。如果公差规范是12%,标准差s为4%,偏倚为0.0%,则Cpk为1.00,其具有最低的生产过程能力,且相当于3σ。如果公差规范是12%,标准差s为2%,偏倚为3.0%,则Cpk为1.50。尽管其过程类似于当没有偏倚时情况,1.5σ的偏倚的影响实际上降低了过程能力,使得相当于4.5σ过程。如果进行适当的控制,仍然可认为该过程是良好的生产过程,如果可能,理想情况是消除偏倚口
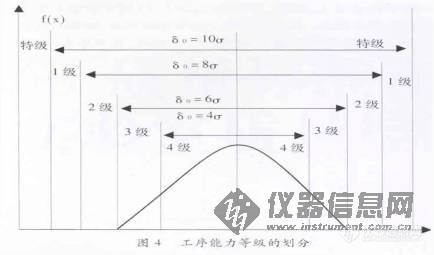
一般,对于工序能力制定了如表1所示的标准。从公式1可知,当Cp=1.33,T=8σ,这样整个质量特性值的分布基本上均在上下规格限之内,且留有余地,见图3的情况A。因此,可以说Cp≥1.33时工序能力充分满足质量要求。其余可类推。需要说明的是,随着时代的进步,对于高质量、高可靠性的"6σ"情况,甚至要求Cp达到2以上,所以Cp≥1.67时认为工序能力过高的说法应视具体情况而定。图4显示的是工序能力等级的划分。
第7楼2005/11/15
实验室总误差标准和工序能力
实验室当他们执行方法评价研究时需要评价工序能力。尽管他们不计算Cpk指数,但他们需要将不准确度和不精密度的联合效果与允许总误差进行比较。通常采用TE标准包括TEa>bias+4s,TEa>bias+3s,andTEa>bias+2s。如果标准要求TEa>bias+4s,这相当于没有偏倚时的4σ过程,即:如果TEa是12%,偏倚为0%,s为3%,则Cpk为1.33,这种情况下是良好的生产过程,应该采用控制则具有期望的质量。如果标准要求TEa>bias +3s,这相当于没有偏倚时的3σ过程,即:如果TEa为12%,偏倚为0%,s为4%,则Cpk为1.00,对于生产来说,这种情况具有最低的工序能力。如果标准要求是TEa>bias+2s,这相当于没有偏倚时的2σ工序,即:如果TEa为12%,偏倚为0%,s为6%,则Cpk为0.67,根据工业生产指南这种生产过程是不可接受的。正如实验室通常采用总误差标准来评价过程性能,其并没有达到工业生产过程期望的6σ工序能力。实验室方法仍需要改进来达到5σ到6σ工序能力。
常规试验项目期望的精密度
美国临床实验室改进修正案(CLIA)己规定了能力验证计划中近80个法定项目的性能可接受标准。这些标准对于分析性能常常认为是"宽松"的,而不是很严格的标准,并且结论是基于2σ到3σ工序能力。如果目标是建立在5σ到6σ工序,则对于许多试验项目需要在精密度上进行提高。
胆固醇在CLIA能力验证计划中可接受性能为10%。5σ工序其要求变异系数(CV)为2.0%。6σ工序其要求变异系数(CV)为1.7%。这些性能规范要比美国胆固醇教育计划(NCEP)不精密度3.0%要求更严格。如果NCEP的允许偏倚为3.0%,则NCEP要求的过程其Cpk仅为0.78[10-3]/3*3,其还不如2σ工序能力(实际上为2.3)。表2显示的是CLIA中常规化学和血液学试验项目的标准,及建立5σ和6σ工序要求的精密度。这些数字对于评价当前实验方法性能是很有用处的。6σ质量管理为实验室检测过程制定了严格的性能标准。
第9楼2005/11/15
临床检验试验项目不精密度的局限性
精密度必须提高到什么程度呢?上述所描述的"工序能力"和"工序能力指数"的概念对于建立某些标准是有用的。
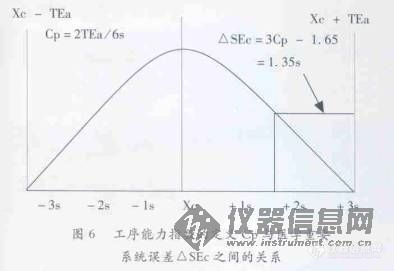
图6显示了工业上过程能力概念与医学上重要系统误差之间的关系。这一点显示出如何将这些已被接受的工业标准转化为临床检验上大家熟悉的词语,并且确定在临床分析方法上需要什么样的精密度水平才能满足这些标准。
在图6中,观测的s用作σ的估计,μ由医学决定性水平Xc代替。上界限变为Xc+TEa,下界限为Xc-TEa。则公式(1)变成:
Cp=TEa/3s 公式(2)
对于偏差为零的简单例子,将公式
△Sec=[(TEa-|bias|)/s-1.65]代入公式(2)中,则:
△Sec=3Cp-1.65 公式(3)