铝合金产品在金相分析中常见缺陷探讨
摘要:本文通过对铝合金产品常见缺陷的定义、表现形状进行阐述,分析其形成原因,并提出一些改进预防措施,为铝合金生产工艺的调整和完善提供一些参考依据,有助于减少缺陷的形成。
关键词:缺陷;低倍分析;高倍分析;生产成本
前言
随着科学技术的快速发展,铝合金在生产工艺上也在不断的改进和完善,产品质量要求也越来越高。而作为铝合金生产工艺改进和完善的必要手段——金相分析,对铝合金产品缺陷的检测研究非常重要。
金相分析分为低倍分析和高倍分析,分析倍数低于50倍的属于低倍分析,高于50倍的属于高倍分析。低倍分析是借助放大镜或肉眼进行检查分析,检查内容主要是低倍缺陷和组织晶粒度,低倍缺陷包括铸造缺陷、加工变形缺陷及热处理缺陷共二十二种。高倍分析是借助显微镜、能谱仪等仪器进行检查分析,主要检查产品是否过烧、显微组织状态等,并对低倍分析检查出来的各种缺陷进行分析判断。通过金相分析,可以为生产技术人员在生产工艺的改进和完善上提供参考依据,进而减少缺陷的产生。在实际分析工作中铝合金缺陷大多数集中在裂纹、气孔和夹杂上。现结合这三种常见缺陷谈谈笔者的一点见解。
1 缺陷的定义及表现形状
1.1裂纹
裂纹分为热裂纹和冷裂纹。热裂纹是指金属凝固过程中,在线收缩开始温度至固相点温度的结晶终了区间,由于结晶收缩受到阻碍而产生拉应力,又由于这个区间含有较多的脆性金属化合物,拉应力超过该区金属的强度极限时产生的裂纹。冷裂纹是指液态金属凝固后,由于铸锭内部冷却不均产生的拉应力超过了金属的强度极限,而在铸锭的某个或某几个塑性薄弱区产生的裂纹。
裂纹在金相分析上的形状是不一样的,热裂纹在金相分析上的形状表现为锯齿状裂开,裂纹弯曲、分叉或呈网状、圆弧状,断口位置处裂纹凹凸不平。热裂纹很大时肉眼也能直接观察得到,很小时需要借助显微镜等仪器才能观察得到,有的沿晶界裂开,在断裂位置常有氧化现象颜色表现为黑褐色或黄褐色,在断裂位置处常常伴随有低熔点共晶物出现。冷裂纹在金相分析上的形状表现为线条状裂开,成平直的裂线,主要表现为穿晶开裂,一般在断口位置处颜色表现为亮晶色,没有氧化现象。如图所示:
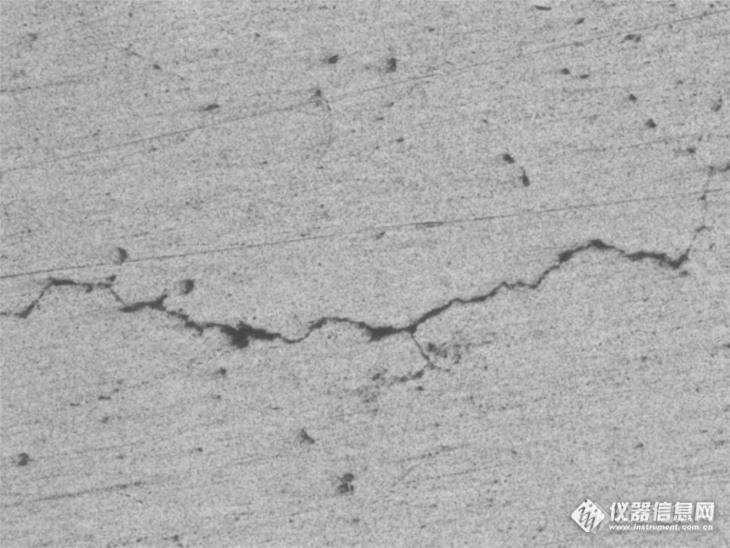
图1 热裂纹 100X

图2 冷裂纹 50X
图1和图2为铝合金圆铸锭样品在显微镜下拍摄的图片,其中图1是6061圆铸锭,图2是6063圆铸锭。
图1中裂纹呈弯曲状裂开,在断裂位置表现为锯齿状,并且是沿晶界进行断裂,因此,该裂纹可判定为热裂纹;图2的裂纹断裂位置呈线条状裂开,不受晶界的影响,直接穿晶而过进行断裂,并且在断裂位置处表现形状圆滑,因此,该裂纹可判定为冷裂纹。
1.2气孔
当熔体中氢气含量较大且除气不彻底时,会使氢气以泡状形式存在,并在金属凝固的过程中无法逸出来,在金属内形成球形空腔,该空腔就叫气孔。
气孔在金相低倍分析上横向表现形状为圆滑的圆孔状,纵向表现形状为液滴状;在金相高倍分析上表现形状为孔洞。(注:横向和纵向是针对试样而言,试样分析表面称之为横向,侧面称之为纵向。在试样表面观察到的气孔叫横向气孔,在试样侧面观察到的气孔叫纵向气孔。)如图所示:

图3 横向气孔(相机拍摄)
图3是铝合金铸态产品,横向气孔,从图片中我们可以看到,横向气孔表现形状为圆孔状,表面圆滑。

图4 纵向气孔(相机拍摄)
图4是铝合金板材产品,纵向气孔,表现形状为水滴状。

图5 气孔 100X
图5为铝合金6082圆铸锭样品在显微镜下拍摄的照片,在接近照片中心的位置,有一个气孔,其表现形状为孔洞。
1.3夹杂
夹杂分金属夹杂和非金属夹杂两类,金属夹杂是指在生产中由于工艺不当或外来金属掉入液体金属中,使铸锭结晶后在组织结构中存在的外来金属物。非金属夹杂是指混入铸锭中的熔渣或落入铸锭内的其他非金属杂质。
金属夹杂在金相低倍上表现特征为呈凹下的轮廓不清(有点发毛)的黑色小点状,颜色为褐色;在高倍分析上表现特征为有条状,黑糊糊一片,多半产生在晶界和枝晶网之间。非金属夹杂断口特征为白色条状或片状,显微组织特征多为黑色块状、絮状的紊乱组织,与基体颜色有明显区别。如图所示:
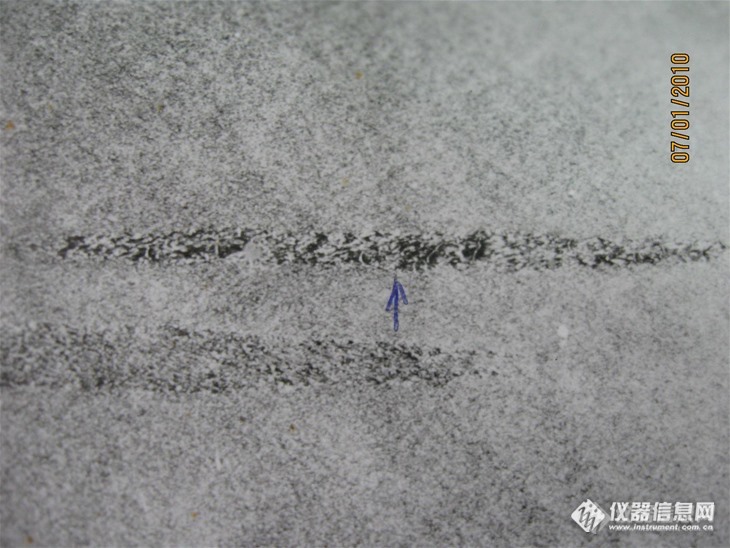
图6 金属夹杂 100X
图6为铝合金铸态产品在显微镜下拍摄的照片,在照片的中间部位有一道很明显的黑色条状,是由轮廓不清的黑色小点状组成,颜色发黑,属于金属夹杂,它是由于金属发生了氧化而形成。
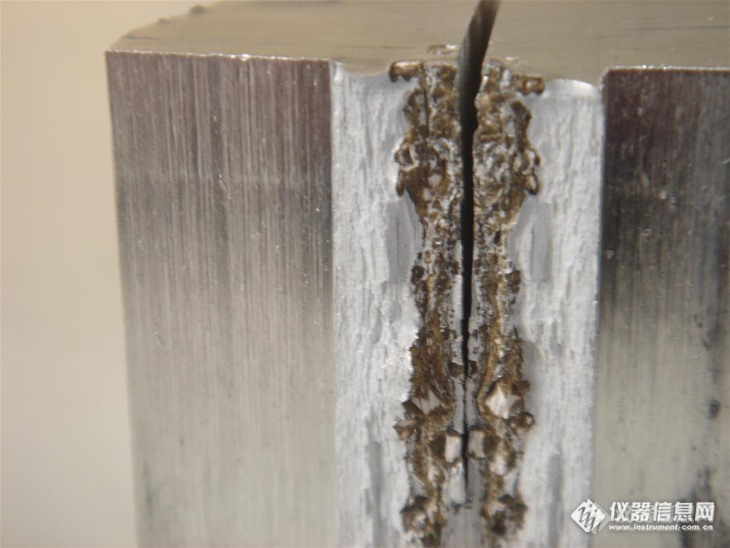
图7 非金属夹杂(相机拍摄)
图7为圆铸锭产品样品纵断面照片,属于非金属夹杂,它是流槽的保温材料掉入铝液而形成的,从图片上看到,此夹杂在样品的断口是以片状的形式存在(在样品的横向上表现形状为块状,就是样品图片的上表面)。由于此样品在检查时经过碱液和酸液的浸蚀,与非金属发生了反应,所以颜色发生了改变,
2 缺陷的形成原因
2.1裂纹
裂纹的形成原因大多集中表现在以下几方面:1)合金化学成分、杂质含量控制不当。例如在合金成分中当Si含量>Fe含量时,易产生自由Si,合金中含少量Si时,容易使合金变脆裂开。2)熔体过热或在炉内停留时间过长,容易产生晶粒粗大,热量散发困难。3)冷却不均匀,铸造速度过快、铸造温度偏高。4)铸造在开始或收尾的时候处理不当。
2.2气孔
形成气孔的原因有多方面,其中经常出现的原因有:1)覆盖剂质量不好,导致与空气的隔绝效果不理想。2)炉子里除气效果不好,炉内含气量大。3)铸造温度低、铸造速度快,而冷却强度小,使熔体中的气体很难逸出。4)环境潮湿,有油污、水分。5)炉子在经过维修或长期停炉后干燥不彻底。6)熔体过热、保温时间长、高镁合金不覆盖或覆盖不好等,易吸收大量气体。7)熔体、工具、熔剂、氮气与氯气水分含量高,精炼除气不彻底。
2.3夹杂
产生夹杂的原因主要有:1)原、辅材料不干净,有油污、泥土、灰尘、水分等会引入到熔体中。2)炉子、流槽、导炉流管处清理不干净,会使炉子内壁或流槽边部的氧化皮进入熔体。3)流槽修补不好,会使保温材料在液体的冲刷下脱落进入熔体中。4)精炼不彻底,精炼温度低,使渣子分离得不好,在进行铸造时,渣子会随液体进入到熔体中。5)操作不当,导致外来金属掉入熔体中,进入铸锭。
3 减少缺陷的措施
3.1控制原、辅材料质量
在铝合金生产过程中,使用的主要原、辅材料有:铝水、精炼剂、添加剂、除渣剂、氩气和氮气等,控制原、辅材料质量的主要措施有:
1)做好原、辅材料进厂厂家的调研工作,保持稳定的供应厂家。
2)加强对原、辅材料的化验分析,确保原、辅材料的质量。
3)加强对原、辅材料储存场地的管理,避免因吸潮等现象造成原、辅材料水分的增加。
4)提高铝水品位。
3.2控制生产工艺
缺陷的形成大多数集中在生产工艺环节的控制方面。严格控制生产工艺各环节,是减少缺陷形成的主要手段。主要采取的措施有:
1)铝水的静置时间不宜过长,铝水温度不宜过高。
2)控制铝合金各牌号化学成分的含量。
3)控制好铸造速度、铸造温度及冷却强度三者之间的关系。
4)在铸造时,控制好液体流速。
3.3加强设备维护力度
定期进行设备检修和清理工作,稳定设备的正常运行,提高设备正常运行效率,采取的措施主要有:
1)炉子在经过大、中修及长期停炉后,必须干燥彻底,方可使用。
2)工具使用前要进行预热。
3)炉子、流槽、导炉流管在开始铸造前要彻底清理干净。
4)流槽在铸造完成后,应及时进行修补。
3.4加强人员培训
定期加强人员培训,提高人员操作水平,科学合理组织生产,严格执行操作规程,杜绝违章操作,提高设备操作的熟练程度,避免由于人为因素造成设备的非正常运行。
4 结语
铝合金在生产中的缺陷多种多样,而对缺陷的控制则需要及时发现及时解决,进而形成一套适合生产的工艺参数。不断进行技术革新、强化管理,通过抓好原、辅材料质量及调整生产工艺,使缺陷的形成几率大大减少,降低了生产成本。
参考文献
【1】赵志远.《铝和铝合金牌号与金相图谱速用速查及金相检验技术创新应用指导手册》,2005年10月.



































