



 仪器对比
仪器对比



 关注
关注
 样本下载
样本下载





概述:
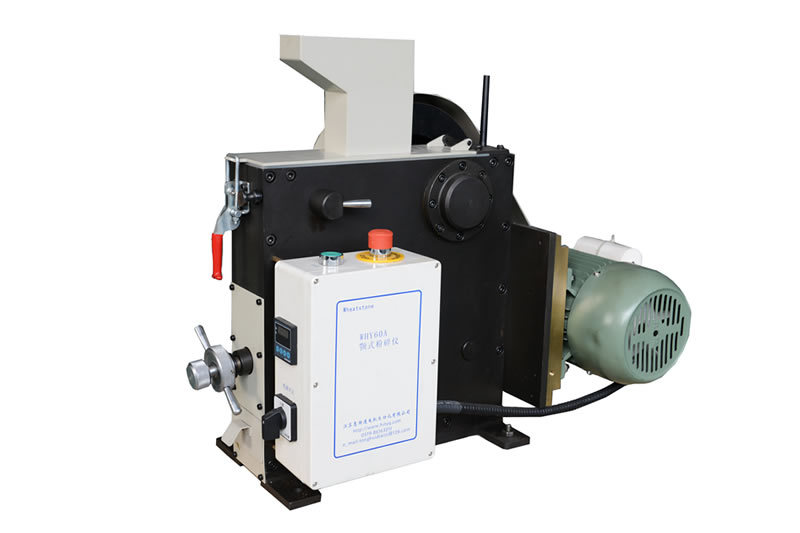
WH060X 型碾钵研磨机适于实验室对中硬性、硬性、脆性和硬韧性的材料样品提供研磨处理。适合混合材料,含水、油的膏状材料进行研磨。最小出料粒度可达10um。操作简单,低噪,便于清洗,是您在实验室和企业生产中进行样品处理的理想选择。
照片

研磨原理图
产品特点:
本仪器不适合作为生产使用,而是在约30%开机时间的8小时单班次的实验室使用。
适合对软性、中硬性、硬性、膏状及脆性物质(莫氏硬度不大于9)作干磨或湿磨。
单次可处理10至190ml,进料尺寸不大于8 mm的物料,而无需手工进行研磨和混匀。
可达到0.01 mm的最终出料细度,对某些材料甚至更细。
结构便于研磨部件的清洁与更换。
工作时低噪音。
2、性能参数:
应用 | 初级粉碎 |
应用领域 | 工程/电子, 建筑原料, 化学 / 合成材料, 地质矿产 / 冶金, 环境 / 资源回收利用, 玻璃/ 陶瓷,石墨烯 |
样品特征 | 中硬性,硬性,脆性,硬韧性,膏状 |
粉碎原理 | 研磨 |
最大进样尺寸 | < 8 mm |
钵体有效容积 | 200ml |
碾钵工作转速 | 40~90 r/min |
驱动电机功率 | 180W |
接入电源 | 220V/50Hz |
额定功率 | 200W |
防护等级 | IP53 |
工况 | 温度:0~50℃;湿度:<70%;台面安置 |
润滑 | 免润滑 |
外形尺寸 | H 480mm(550mm开盖);W 400mm;L 400mm(510mm开盖) |
占用面积 | 400×430mm |
总质量 | 24Kg(未含钵体与磨杵) |
研钵

部件名称 | 材料 | 材料牌号 | 适用类型(普氏硬度) | 定货号 |
钵体 | 铬钢(缺省配置) | 9Crsi | f<6 | |
不锈钢 | 4Cr13 | f<10 | ||
铬钒钢 | Cr12MoV | f<15 | ||
硬质合金(钨钴系列) | YG8 | f>15 |
磨杵

部件名称 | 材料 | 材料牌号 | 适用类型(普氏硬度) | 定货号 |
磨杵 | 铬钢(缺省配置) | 9Crsi | f<6 | |
不锈钢 | 4Cr13 | f<10 | ||
铬钒钢 | Cr12MoV | f<15 | ||
硬质合金(钨钴系列) | YG8 | f>15 |
铲料头 
部件名称 | 材料 | 材料牌号 | 适用类型(普氏硬度) | 定货号 |
铲料头 | 特氟珑 | PTFE | f<6 | |
聚氨脂塑料(耐磨、类橡胶材料) | PU | f<10 | ||
胶木刮板(缺省配置) | PF | f>10 |
第二章 操作
2.1 安全警示:
目标群体: 所有接触或操作本仪器的人员
技术人员须注意,所有接触、操作仪器的人员:
? 熟悉、了解并理解所有与安全相关的知识,
? 在进行工作前了解所有相关操作指示及规定,
? 任何时间均能无障碍地阅读本仪器的技术手册,
? 对于新的操作人员,须在工作前由熟悉本仪器操作手册
内容人员给予口头指导,或令其自行阅读本手册,
? 不正当的操作可能会导致人员受伤或财物受损,操作人员须
对其自身及他人的人身安全负责,
提示:对任何因未遵守下述安全提示而产生的人员伤害及财产损坏,本公司均不予承担任何赔偿责任。
请勿对设备进行任务改造。
运输:请勿在运输时敲打、振动或抛甩本仪器,否则可能导致仪器电子、机械部件的损坏。
温湿度变化:必须防止由温度变化,超过小限温度或低温引起的水汽冷凝,可能导致仪器电子、机械部件的损坏。
电气连接:如果供电电压与仪器铭牌标识不一致,可能导致仪器电子、机械部件的损坏。
2.2 注意事项:
接入电源时,确认接入电源及线缆符合设备铭牌标注要求。
首次使用,请空开0.5~1 小时并检查电机和机体的温度符合要求。(见2.2.6)
注意,须确保研钵已正确卡入底部的凹槽。否则研钵可能在运行时受损。
打开及取出发热的研磨套件时,请务必戴上防护手套。烫伤危险!。
注意,磨杵须正确卡入。否则在关上机盖时,磨杵可能掉落,损坏研钵。
出现机械部分异响或电机、机械部分高温(电机>80℃,机体>50℃)时,请停止工作并联系厂家维修。
铲料头压力调节过高会造成铲料头自身的磨损,以及由磨损的铲料头物质造成的磨料污染。
铲料头压力调节过高会造成电机负载增加,过载时会导致停机。
请根据所处理样品的危险程度采取相应的保护措施,以免操作人员受到伤害。
请务必注意,您所处理样品的性质及危险性会随着研磨过程而改变。严格禁止研磨可能会产生爆炸或燃烧危险的物质!
2.3 操作:
操控台简介:
分区: 显示区—用作仪器数据显示和参数设定;
按键区—设置参数和运行开关
显示区说明:
显示区显示设置参数和显示运行状态,包含两类数据,分别是速度和时间
SV: 设置值(转速、运行时间)
PV: 实时值(转速、运行时间)
设置区按键说明:
+ :设置参数时,数据增加按键
- :设置参数时,参数减小按键
设置:进入设置参数界面
确认:设置参数确认键
运行:运行或停止研磨
操作
打开电源,出现启动界面(图2-2)

图2-2
启动成功后,显示待机界面,包含内容:(图2-2)
速度:设置运行速度为52r/min,当前速度为0。
时间:设置运行时间为 1112s,当前已经运行时间为0。

设置研磨速度和时间参数
按设置键进入速度设置界面,按‘+’速度增大,按‘-’速度减小,速度范围9~88r/min。(图2-5)

图2-4
按确认键保存速度设置参数并且进入时间设置界面,按’+’时间增加,按’-’时间减少,时间范围0~9999s,按确认保存时间参数并且返回待机主界面。

运行和停止研磨
在待机主界面下按运行键开始研磨,时间到后自动停止(图2-6)。

图2-6
如果需要强制停止研磨,按运行键,将停止研磨进入待机状态。
第三章 维护与保养
3.1 磨杵的更换
将机盖打开,用一字螺丝刀于图(2)所示位置逆时针拧动螺栓,直至完全脱开。从水平位置抽出磨杵。
将新磨杵插入孔中,用一字螺丝刀顺时针拧紧螺栓坚固。更换作业完毕。
更换时,磨杵杆与孔中需保持清洁,以避免卡阻或拉伤零件。


3.2 磨杵的调整
1. 位置调整
- 关上机盖,并压紧锁扣。
- 逆时旋转压力调节套并取下。
- 打开仪器电源,按下启动键。
- 调节磨杵位置旋钮,至磨杵与钵体底部曲线互相吻合。如图(3)







相关产品

