推荐厂家
暂无
暂无





求助ASTM E1559-03 航天器材料污染脱气特性的标准试验方法急!!不胜感激~
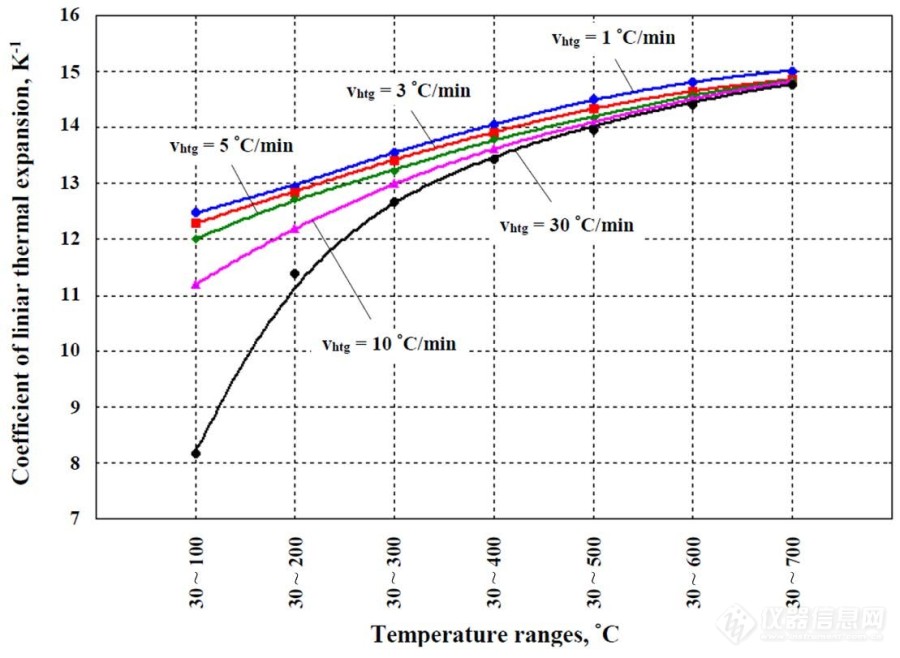
[size=16px][color=#cc0000][b]摘要:为准确测量航天复合材料快速加热过程中的热膨胀系数,本文介绍了热膨胀系数测试过程中加热速率、加热形式和位移测量形式对被测样品内外温度和热膨胀测量方向上温度梯度的影响,以及这些温度梯度与热膨胀系数测试结果之间的变化规律。在这些初步研究基础上,本文提出了高速加热过程中热膨胀系数测量装置的初步设计方案,即采用聚光辐射或电磁感应技术进行非接触快速高温加热,采用激光扫描或光学投影技术进行非接触应变测量。[/b][/color][/size][size=16px][/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [b][size=18px][color=#cc0000]1. 问题的提出[/color][/size][/b][size=16px] 比较典型的航天复合材料如碳碳和石墨复合材料、各种酚醛树脂基复合材料等,其热膨胀系数普遍还是采用加热速率较慢的各种热膨胀仪进行测试,而这种常规测试过程中的较低加热速率与航天复合材料的实际使用环境下的快速升温速率严重不符,低速加热时的热膨胀系数测试结果几乎对复合材料结构的热设计毫无用途,从而造成现有的热结构设计太过保守。为此,本文针对快速加热条件下的航天复合材料热膨胀系数测试,开展初步的测试技术研究,通过典型材料重点了解快速加热条件下的以下两方面的问题:[/size][size=16px] (1)快速加热条件下,样品或材料的内外内外温差对热膨胀系数的影响。[/size][size=16px] (2)快速加热条件下,样品或材料热膨胀测试方向上的温度均匀性影响。[/size][size=18px][color=#cc0000][b]2. 样品内外温差影响[/b][/color][/size][size=16px] 对于航天复合材料而言,由于其结构和热物理性能的不同,特别是热导率有着数量级上的差别,由此会在实际应用和取样测试过程中有时会存在严重的内外温差。热膨胀测试中,加热速率的不同会对测量结果产生明显的影响。[/size][size=16px] 为了直观了解这种内外温差对热膨胀系数测量的影响,我们选择了具有中等热导率(常温时约14W/mK)的不锈钢材料进行取样测试,测量温度范围为室温30~700℃,测试得到的平均热膨胀系数结果如图1所示。[/size][align=center][size=16px][color=#cc0000][b][img=不锈钢样品不同加速速率下的平均线性热膨胀系数测试结果,660,482]https://ng1.17img.cn/bbsfiles/images/2023/07/202307111012258135_6561_3221506_3.jpg!w690x504.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#cc0000][b]图1 不同加速速率下的不锈钢样品热膨胀系数测试结果[/b][/color][/size][/align][size=16px] 从图1所示的测量结果可以看出,在较低加热速率(5℃/min)下的热膨胀系数测试结果相差不大,只是随加热速率的升高热膨胀系数整体有很小的降低。而在加热速率超过10℃/min时,测试结果发生明显的偏差,热膨胀系数明显的偏低,特别是在低温范围内这种现象更为明显。[/size][size=16px] 由此可见,对于热导率较低的材料,较快的加热速率会在样品内外产生明显的温差,从而对热膨胀系数产生严重的影响,使得热膨胀系数测试结果严重偏低。具体应用到航天复合材料中,由于碳碳和石墨复合材料的热导率普遍较高,相关的测试研究表明石墨材料在1600℃温度以下的范围内测试时,加热速率几乎没有影响,对于碳碳复合材料,这个不受加热速率影响的温度范围可以扩展到1700℃。[/size][size=16px] 对于热导率普遍较低的酚醛树脂复合材料,其热膨胀对加热速率则非常敏感,且膨胀过程非常复杂。有测试观察到当碳酚醛或二氧化硅酚醛层压材料被缓慢加热时,在190℃左右发生一些快速膨胀,然后材料开始收缩,从膨胀到收缩的变化对应于热降解的开始。而在高加热速率下,热膨胀系数的急剧增加发生在与低速率下开始收缩时的大致相同温度区域。据信,在高加热速率下,树脂开始软化,然后发生气体的快速释放。这些气体不容易逸出,并在材料中产生压力,导致快速膨胀和裂缝的张开。除了热膨胀之外,因材料的结构受到影响,其他性能也会受到加热速率的影响。[/size][size=18px][color=#cc0000][b]3. 样品表面温度均匀性影响[/b][/color][/size][size=16px] 在快速加热形式的热膨胀测试设备中,往往还存在以下两方面的因素会给样品表面温度的均匀性带来影响,由此会给热膨胀系数测量带来误差:[/size][size=16px] (1)加热方式:热膨胀测试中的快速加热一般会采用聚光辐射加热、感应加热和直接通电三种形式,其中辐射加热适用于非导电材料样品,而感应加热和通电加热则适用于导电类材料样品。但不论采用哪一种加热方式,发光灯管和感应线圈都会是有限长度,从而使得样品轴向方向上的温度并不是均匀分布。特别是直接通电加热方式中的电极与被测样品直接接触,样品上的热量会通过电极散失而造成较严重的样品温度不均匀性。[/size][size=16px] (2)变形测量方式:热膨胀系数的测量一般会采用顶杆法和光学投影法,在顶杆法测试中,与样品接触的顶杆同样会对样品起到散热作用而影响样品的温度均匀性,而非接触形式的光学投影法则不存在样品散热问题,对样品的温度均匀性影响较小。[/size][size=16px] 为了研究样品表面温度不均匀性对快速加热过程中热膨胀系数测量的影响,有研究人员采用了感应加热式顶杆法热膨胀仪,如图2所示,对42CrMo超高强度钢进行了不同升温速率下的测试。样品被夹在两根熔融石英顶杆之间,其中一根顶杆固定,另一根连接到一个差动变压器(LVDT)进行样品的变形量测量。样品被放置在感应线圈的中心可实现高速加热,样品上焊接了两只S型热电偶,中心位置的热电偶用于控制样品温度,边缘位置热电偶用来测量温度均匀性。[/size][align=center][size=16px][color=#cc0000][b][img=02.感应加热式顶杆法热膨胀仪结构,500,344]https://ng1.17img.cn/bbsfiles/images/2023/07/202307111014018059_9517_3221506_3.jpg!w690x476.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#cc0000][b]图2 感应加热式顶杆法热膨胀仪结构[/b][/color][/size][/align][size=16px] 如图3所示为样品和感应线圈结构和尺寸示意图,样品为壁厚为0.5mm的薄壁圆柱,样品长度为10mm,熔融石英棒顶杆的外径和内径分别为2mm和1mm。[/size][align=center][size=16px][color=#cc0000][b][img=03.快速加热热膨胀测试中使用的样品和感应线圈几何形状,660,222]https://ng1.17img.cn/bbsfiles/images/2023/07/202307111014201830_7644_3221506_3.jpg!w690x233.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#cc0000][b]图3 快速加热线膨胀测试中使用的样品和感应线圈几何形状[/b][/color][/size][/align][size=16px] 对上述样品,在1℃/s~1200℃/s范围内一系列不同的速率下对样品进行了加热,不同加热速率下样品中心与边缘之间的温度差测试结果如图4所示,相应的应变测试结果如图5所示。[/size][align=center][size=16px][color=#cc0000][b][img=04.不同加热速率下的样品中部和边缘的实测温差,550,443]https://ng1.17img.cn/bbsfiles/images/2023/07/202307111014398184_2549_3221506_3.jpg!w690x557.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#cc0000][b]图4 不同加热速率下样品中部和边缘的实测温差[/b][/color][/size][/align][align=center][size=16px][color=#cc0000][b][img=05.不同加热速率下的样品应变量-温度测试结果,550,443]https://ng1.17img.cn/bbsfiles/images/2023/07/202307111014595694_4159_3221506_3.jpg!w690x556.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#cc0000][b]图5 不同加热速率下样品应变量-温度测试结果[/b][/color][/size][/align][size=16px] 从图4所示的温差曲线可以看出,对于低于10℃/s的加热速率,样品中心和边缘之间的温差不会超过10℃。对于所有其他加热速率,温差随着中心温度快速增加,并在达到某一温度时开始变缓。从该温度开始,中心与边缘之间的温差随着样品中间温度变化几乎呈线性增加。对于最高加热速率1200℃/s,温差达到最大值160℃,边缘温度相当于中心温度的大约70%。[/size][size=16px] 如图5所示,比较不同加热速率下测得的应变-温度曲线,可以观察到加热速率越高,测得的应变越低,这也与图1所示的规律一致,但这也部分可能与加热速率增加时膨胀方向上的温度梯度的增加有关。从图5可以看出,最小和最大升温速率下应变测量值的相对偏差约为20 %。[/size][size=16px] 显然,在非常高的加热速率下使用变形信号对发生相变的动力学过程的研究将导致严重的误差,因为应变信号中的误差将通过不确定的传播影响描述相变动力学的所需参数的计算,同时,还取决于所应用的动力学模型的数学性质,最终误差甚至可能大于这里测量的应变的20%误差。[/size][size=16px] 另外,样品轴向上的温度梯度是由于样品和棒之间的接触带来的热损失,这导致靠近样品边缘的温度降低。在低加热速率下,从中心到边缘的热传导几乎使整个样品的温度相等,导致小的温度梯度,但随着加热速率的增加,由于热传导使得样品中心的温度上升较快,这导致轴向温度差的增加。[/size][size=16px] 造成温度梯度的另一个因素是样品与线圈磁场的相互作用,感应热在整个样品长度上并不是均匀和恒定的,对于膨胀计的感应线圈的规则螺旋状几何形状,沿着轴向方向上存在强烈的感应温度梯度。[/size][size=18px][color=#cc0000][b]4. 总结[/b][/color][/size][size=16px] 通过上述高加热速率条件下进行的金属材料热膨胀系数测试,可以明显看到加热速率对样品内外和样品轴向温度差的严重影响,因此在今后的各种高加热速率条件下的热膨胀测试,需要特别注意以下几个内容:[/size][size=16px] (1)测试前,首先要确定具体测试的是哪一种热膨胀系数,稳态热膨胀系数测试则选用低加热速率,瞬态热膨胀系数测试则根据实际应用场景选择相应的高加热速率,这在材料的相变过程研究中非常重要。[/size][size=16px] (2)对于稳态热膨胀的测试,需要在样品内外温度一致后进行测量,这是就需要尽可能采用尽可能低的加热速率才能保证相应的测量准确性,甚至可以采用台阶式温升方式,使样品在不同温度下恒定一段时间后再进行变形测量。[/size][size=16px] (3)由于材料固有的导热性能,对于符合实际变温速率应用场景的高加热速率下的热膨胀测试,样品内外的温差更能符合材料的实际温度环境,但在热膨胀系数的具体测试中需要尽可能避免样品轴向温度差带来的测量误差。具体采取的措施是分别采用非接触形式的加热技术和位移测量技术,使被测样品不与其他物体接触或最小接触,如采用均温场更长的聚光辐射加热装置或能提供更均匀温度场的异型感应线圈对样品进行非接触式快速加热,如采用激光线扫描或投影法光学变形测试技术非接触测量样品的长度。[/size][size=16px] 总之,通过对高速加热过程中热膨胀系数测试技术的初步研究,确定了非接触快速加热和非接触位移测量的总体技术方案,为后续航天复合材料高速热膨胀系数测试研究工作的开展奠定了基础。[/size][size=16px][color=#cc0000][b][/b][/color][/size][align=center][size=16px][b][color=#cc0000]~~~~~~~~~~~~~~~~~[/color][/b][/size][/align]
[color=#990000]摘要:本文根据公开文献报道,介绍国内在航天器尺寸高稳定性复合材料桁架结构热变形测试技术方面的研究进展,分析国内现有技术手段存在的不足和问题,并明确了尺寸高稳定性复合材料桁架的技术要求,为下一步热变形测试技术明确发展目标。[/color][color=#990000]关键词:尺寸稳定性,桁架,热变形,热膨胀系数,航天器[/color][align=center][img=,690,390]https://ng1.17img.cn/bbsfiles/images/2019/01/201901221809393985_5910_3384_3.jpg!w690x390.jpg[/img][/align][hr/][color=#990000][b]1. 引言[/b][/color] 尺寸高稳定性复合材料结构是轻质、高精度航天器结构的重要发展方向,欧美国家自上世纪90年代就开始研究零膨胀、高/超高稳定性的航天器复合材料结构,并用于太空望远镜及其他光学仪器的支撑结构、天线反射面和重力梯度仪基座等。 传统航天器结构一般只要求高刚度、高强度、轻质量,对于尺寸稳定性的要求不是很高。但近些年来,随着遥感卫星、空间探测器、太空望远镜等高精度航天器对超稳平台的需求,尺寸高稳定性复合材料结构方面的研究也逐渐得到重视。 2010年以来,我国航天领域也开展了尺寸高稳定性复合材料结构的工程应用研究,主要用于卫星相机和其他精密仪器设备的支撑。为了满足这些仪器高分辨率有效载荷设计及安装要求,各种仪器必须具备高稳定的结构安装平台,安装平台既起支撑连接作用,又要具备耐受真空、温度影响的高的尺寸稳定性。高稳定结构在满足刚度、强度要求的基础上,应进一步满足地面温湿度环境和空间交变温度环境下的结构微变形要求。因此,高稳定结构研制须解决结构热稳定性的测试问题,以验证高稳定结构的热稳定性设计,为仿真模型修正提供依据,并对最终航天器高稳定结构进行考核和评价。 本文将根据公开文献报道,介绍国内在航天器尺寸高稳定性复合材料桁架结构热变形测试技术领域内的研究进展,分析国内现有技术手段存在的不足和问题,并明确了尺寸高稳定性复合材料桁架的技术要求,为下一步热变形测试技术明确发展目标。[color=#990000][b]2. 国内测试技术现状[/b][/color] 根据文献报道,2013年中国空间技术研究院研制的某卫星高稳定、高精度复合材料桁架结构,如图2-1所示,承载着敏感器、天线等精密设备。[align=center][color=#990000][img=,690,213]https://ng1.17img.cn/bbsfiles/images/2019/01/201901221812085502_1103_3384_3.png!w690x213.jpg[/img][/color][/align][align=center][color=#990000]图2-1 尺寸高稳定性桁架结构示意图和坐标系[/color][/align] 根据卫星的任务要求,该桁架结构不仅需要满足承载强度要求,而且还要保证其上设备与基准的相对位置或指向关系稳定不变,即在外部环境条件变化时,其结构几何尺寸变化很小或趋于零。为了满足设备的高精度安装及在轨高稳定性的要求,必须首先保证该桁架结构的制造精度及在轨的热稳定性。 针对热稳定性的考核测试,文献从桁架材料样品的热膨胀系数测试和整体桁架热变形测试两个不同尺度上进行了研究。[color=#990000]2.1. 样品热膨胀系数测试[/color] 样品级的热膨胀系数测试分别采用了德国耐驰公司的DIL 402C 热膨胀仪和国产热膨胀仪,并进行了测试结果对比,这两种仪器都是顶杆法热膨胀仪。因为受各种因素的限制,顶杆法热膨胀仪的测量精度最多能达到-7量级的水平,在没有采用低膨胀系数标准材料进行考核和校准的前提下,所以文献得到的桁架材料热膨胀系数测量结果只能确定在-7量级,无任何测量不确定度范围。 造成普通顶杆法热膨胀仪测量准确性无法满足低膨胀/超低膨胀材料需求的主要原因如下: (1)热膨胀仪中的顶杆材料一般选用的是热膨胀系数为5.3×10-7/K的熔融石英,这就限制了顶杆法热膨胀仪的测试能力。 (2)在-5~+50℃范围内,样品温度的热电偶测温传感器和电加热控制方式很容易造成将近1℃的测量不确定度,室温附近热物理性能测试的最大误差源往往都是温度项。 (3)在普通顶杆法热膨胀仪中,测量样品变形的位移传感器测量不确定度往往在0.5~3微米范围内,并需定期进行计量校准。有些热膨胀仪只给出测量分辨率而不给出测量不确定度(或精度和误差等)和温度漂移指标,往往很容易夸大测试能力,需谨慎对待,需采用不同热膨胀系数范围的相应标准材料进行考核和校准。[color=#990000]2.2. 桁架全场热变形测试[/color] 针对高稳定性桁架,文献认为其整体桁架结构最小热变形仅为2微米左右,在对桁架结构进行热稳定测试时设计了以下要求: (1)热稳定试验测试系统理论精度至少达到微米级; (2)测试系统须耐受一定环境噪声、设备噪声及温度波动; (3)整体桁架全场测量,尽可能减少测试仪器对结构热变形的影响,理想测试方法为非接触测量。 针对上述要求,文献提出了基于数字图像的散斑测试技术,并进行了热稳定测试研究。散斑测量装置为定制丹麦Dantec Dynamics公司的Q-400测试系统,可非接触测量全场变形,如图2-2所示。在测试开始时,被测物体表面涂有随机散斑,通过2台专用高精度CCD相机追踪温度加载前后的散斑变化;采用相关算法计算出物体表面因变形引起的变化,获得每个点的三维位移矢量,进行计算出全场每点的变形值和应变值,变形测量精度达到微米级。[align=center][color=#990000][img=,690,351]https://ng1.17img.cn/bbsfiles/images/2019/01/201901221812272113_6108_3384_3.jpg!w690x351.jpg[/img][/color][/align][align=center][color=#990000]图2-2 Q-400测试系统[/color][/align] 据文献报道,被测桁架结构由杆件和接头组成,最大外包络尺寸(未安装设备)为 1532 mm×837 mm×392 mm,温度范围为20~45℃,每间隔5℃测量一次变形,测试现场照片如图2-3所示。[align=center][color=#990000][img=,690,382]https://ng1.17img.cn/bbsfiles/images/2019/01/201901221813028822_5623_3384_3.png!w690x382.jpg[/img][/color][/align][align=center][color=#990000]图2-3 热变形测试[/color][/align] 整个测试过程中使桁架结构件经历7次热循环,随着循环次数增加,桁架结构变形量(天线a安装点相对敏感器c安装点的距离变化)减小,且逐渐趋于稳定,最初的变形量为3um/K,最终变形量为0.7um/K。相对于20~45℃的温度变化范围,近25℃的热循环温度变化使得桁架结构的总变形量范围应该为17.5~75um。如果天线a安装点与敏感器c安装点的间距按照1.5 m进行计算,那么相应的热膨胀系数变化范围为(0.7~3)×10-6/1.5=0.47~2×10-6/K,这与样品的热膨胀系数测试结果基本相吻合,多次热循环后的最终热膨胀系数处于一个量级。对于桁架结构上述变形量,采用数字散斑法还算能勉强进行测试,但如果桁架复合材料的热膨胀系数降低到5×10-8/K,那么桁架结构最终最小总变形量为25×1.5×5×10-8=1.9um,或0.075um/K;如果热膨胀系数再降低到1×10-8/K,桁架结构最终最小总变形量将为25×1.5×1×10-8=0.375um,或0.015um/K。对于这种微变形,再采用同量级精度的散斑法就无法进行测量,桁架结构的热变形规律基本淹没在散斑法的系统测量误差之内,而这种-8量级的超低热膨胀系数复合材料早在上世纪七八十年代NASA就应用在桁架结构中,这也是我国航天器复合材料桁架结构的必然趋势。 综上所述,桁架结构数字散斑法热变形测试中存在以下几方面的问题: (1)测试前需要在桁架上涂覆散斑涂料,可能会给桁架带来影响。 (2)在文献中,标称激光散斑测量变形的精度为1微米,这已经达到了激光散斑法的测量极限,无法满足今后低变形桁架的测试需要。 (3)激光散斑法无法进行真空环境下的原位全场测量。 (4)国外研究和应用桁架技术已有四十年以上的经历,对桁架及其复合材料的热膨胀系数和热变形进行过大量测试方法研究,但从未在相关报道中看到过采用散斑法测量桁架结构的热变形,绝大多数采用的都是准确性更高的激光干涉法。[b][color=#990000]3. 尺寸高稳定性复合材料桁架热变形测试要求[/color][/b] 根据文献和国外的发展历程,对于尺寸高稳定性复合材料桁架热变形测试需要满足以下几方面的要求: (1)为长期控制结构在轨期间的变形,除需测量材料的热膨胀系数之外,还需测量材料的湿热膨胀系数。 (2)为进一步降低复合材料的热膨胀系数,并获得超稳定的结构,还需深入研究复合材料的铺层设计、热膨胀系数的预测方法,同时提高样品级别的热膨胀系数测量准确性,要具备测量热膨胀系数1~5×10-8/K范围的能力。 (3)为进一步提高复合材料桁架结构整体变形测量的准确性、减小测量不确定度,需具备模拟空间环境的真空(低气压)条件下的原位测量能力,利用真空环境消除或减弱热对流所带来的不确定度。更准确的说,要对大尺寸桁架结构0.1um的总变形量要有准确的测试能力。[color=#990000][b]4. 参考文献[/b][/color] (1)刘国青, 阮剑华, 罗文波, 白刚. 航天器高稳定结构热变形分析与试验验证方法研究. 航天器工程, 2014, 23(2):64-70. (2)马立, 杨凤龙, 陈维强, 齐卫红,李艳辉. 尺寸高稳定性复合材料桁架结构的研制. 航天器环境工程, 2016, 33(3).[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]

 400-860-5168转4852
400-860-5168转4852
 留言咨询
留言咨询
 400-860-3611
留言咨询
400-860-3611
留言咨询
 留言咨询
留言咨询








 我要推广仪器
我要推广仪器
 下载APP
下载APP


