推荐厂家
暂无
暂无




 400-860-5586
400-860-5586
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询



1. 目的和范围1.1目的为正确使用和管理切削液,提高切削液使用价值,特制定此规范。1.2 范围工厂车间所用切削液的管理。2. 职责工厂设备工程部油料管理人员负责对现场切削液使用进行管理,并填写《切削液日常检测维护记录》;并负责对切削液使用状态(劣化程度)进行判定。 3. 术语 缩略语/术语定义切削液切削液是指在金属切削加工过程中用于润滑和冷却加工工具和加工部件的一种混合润滑剂,通常也可称为金属加工液(油)。此外,生产实践中,按照使用场合的不同,切削液有不同的习惯性称呼。例如:应用于切削加工的切削液和应用于磨削加工的磨削液;应用于珩磨加工的珩磨油;应用于滚齿、插齿加工的冷却油等等。 油基切削液又称为切削油,使用时不需要稀释,直接使用原液。水基切削液是指将原液用水稀释后再使用的切削液,水在稀释液中通常占90%以上的比例。原液、工作液为区别水溶性切削液稀释前后的名称,通常将水基切削液稀释前的称为原液,稀释后的称为工作液。4. 切削液使用管理4.1 切削液分类4.1.1切削液种类:油基、水基(乳化液,微乳化液,合成液) 4.1.1.1根据组成成分的不同,油基切削液可归纳为4类:A)纯矿物油B)减摩切削油C)非活性极压切削油D)活性极压切削油4.1.1.2按照稀释液的性状,水基切削液可归纳为3类:A)乳化液 B)微乳化液 C)合成液4.2切削液的应用4.2.1正确清槽,消毒和配制新液4.2.1.1排空原液 :尽可能完全排空原工作液。 4.2.1.2清渣:彻底清除工作液系统和存有工作液的液槽、机床表面、泵和循环管道系统及过滤系统,清除对象包括切屑、污渣、杂油、污泥等杂质,不留死角。 4.2.1.3清洗杀菌:用1~2Brix %的切削液和0.1~0.3%的杀菌剂配制清洗液,循环清洗系统至少不低于1小时,可延长至4小时。 4.2.1[fon
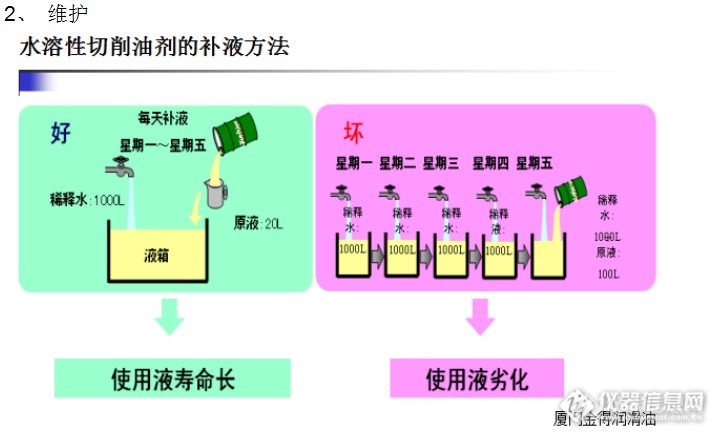
金属切削液在机械去除加工中的主要作用是冷却、润滑、清洗和防锈。由于液体的对流和汽化可以降低刀具和工件的表面温度,从而防止了工件表面的烧伤和形变。产品中含油和水利用些表面活性剂等等使油水融合形成一种稳定的胶体状存在,使用时需要按一定的比例,加入水中并搅拌,形成乳液在倒入车床里加工,不同于油性切削油可以直接加入机床。切削液的贮存及维护显得更为的重要。1、配置(稀释)切削液的配置就是按一定比例加水稀释。水基切削液特别是乳化液在稀释时注意以下几点:水质和稀释http://ng1.17img.cn/bbsfiles/images/2017/03/201703211127_01_3207872_3.jpghttp://ng1.17img.cn/bbsfiles/images/2017/03/201703211127_02_3207872_3.jpg延长乳化液的使用寿命除了选择合适的冷却液的质量和合理使用外,切削液的维护也是非常重要的因素。切削液的维护工作主要包括以下几项:⑴ 确保液体循环线路的畅通。及时排除循环线路的金属屑、金属粉末、霉菌粘液、切削液本身的分解物、砂轮灰等,以免造成堵塞。⑵ 抑菌 切削液(特别是乳化液)抑菌生长至关重要,在切削液的使用过程中,要定期检查细菌含量,及时采取相应措施。⑶ 净化 要及时除掉切削液中的金属粉末等切屑及飘浮油,消除细菌滋生环境。⑷ 定时检查切削液PH值,有较大变化,及时采取相应措施。⑸ 及时补加切削液,由于切削液在循环使用过程中因飞溅、雾化、蒸发以及加工材料和切屑的携带,会不断消耗,因此要及时补加新液,以满足系统的循环液总量不变。
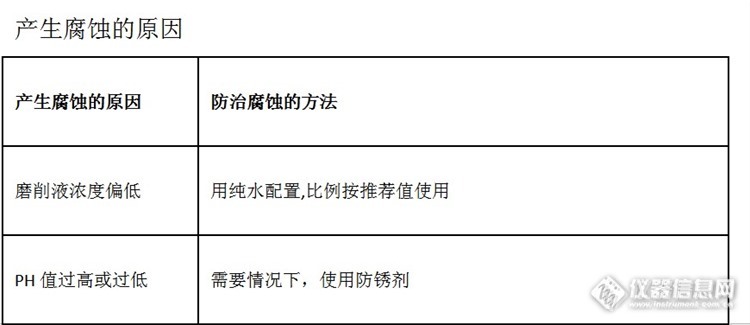
磨削液、切削液、切削油三者统称为金属加工液,在金属机械加工中对刀具和工件起到润滑、冷却、防锈、清洁的作用(俗称四大功能)。切削液是指用水稀释的金属加工液:早期有乳化液,中期有合成液,现在最好的是微乳化液;切削油是指金属加工中主要起润滑、冷却作用的油类,是不能用水稀释的金属加工液,如32#机油,硫化切削油,煤油,柴油等。磨削液是切削液的一种,是用于磨床的切削液。选择依据• 1、根据工件材料:难加工的材料应选择抗磨、极压添加剂的磨削液;粗糙度要求不高,磨削量大的工件,选水基• 2、根据加工方法:车、钻、铣、磨等要求冷却性能好;攻丝、齿轮加工时则要求润滑作用。• 3、根据磨料:磨削量大的砂轮则水基;磨削表面质量要求高,则选润滑性能好的乳化液或合成添加剂类型的磨削液。http://ng1.17img.cn/bbsfiles/images/2017/03/201703171430_01_3207872_3.jpg产生腐蚀的原因http://ng1.17img.cn/bbsfiles/images/2017/03/201703171431_01_3207872_3.jpghttp://ng1.17img.cn/bbsfiles/images/2017/03/201703171431_02_3207872_3.jpg









 我要推广仪器
我要推广仪器
 下载APP
下载APP


