推荐厂家
暂无
暂无


 400-860-5168转0927
400-860-5168转0927
 留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询

[align=center][b]试样表面粗糙度对洛氏硬度测试结果的影响[/b][/align][align=center]杨德维[/align][align=left]摘 要:通过相关试验分析和探讨试样表面粗糙度对洛氏硬度测试结果的影响,并指出其对实际工作的指导性意义。[/align]关键词:表面粗糙度、洛氏硬度、国家标准、试验原理1 引言 硬度是评定金属力学性能常用指标之一,就已经标准化的金属硬度试验方法而言,硬度的实质是材料抵抗另一较硬材料压入的能力。硬度是体现材料弹性、塑性、强度、韧性及磨损抗力等多个物理量的综合性能,通过硬度试验可以反映金属材料在不同的化学成分、组织结构及热处理工艺条件下性能的差别,因此硬度试验广泛应用于金属材料性能的检验、监督热处理工艺质量及新材料的研制。 硬度试验的特点是:它属于在非破坏条件下进行的试验,测试方法比较简单,对试样的形状及尺寸适应性较强,试验效率较高,这些都是硬度试验方法得到广泛适用的原因。 目前,我国已经有了布氏硬度、维氏硬度、洛氏硬度、里氏硬度、努氏硬度和肖氏硬度试验方法的国家标准。虽然硬度试验方法相对比较简单,但影响测试结果准确度和离散度的因素很多,比如:试验装置、试样、操作方法等,这些因素在不同的硬度试验方法中影响的程度各不相同。2 试样表面粗糙度对洛氏硬度测试结果的影响2.1 国家标准规定 本次选取洛氏硬度,来进行试样表面粗糙度对洛氏硬度测试结果影响的探讨和研究。 GB/T 230.1-2009《金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)》中对试样的表面质量规定:“试样表面应光滑平坦,无氧化皮及外来污物,尤其不应有油脂,建议试样表面粗糙度Ra不大于0.8μm,产品或材料标准另有规定除外。”此规定是在2004版标准发布时增加的内容。 从标准要求中我们不难看出两个要点:一、要尽量保证试样表面是一个平面;二、要求表面粗糙度不能过于粗糙。2.2 试验准备 为了研究表面对洛氏硬度测试结果准确度和离散度的影响我们也做个一些试样实物的研究。 我们加工了一些试样。为了避免其他因素,如试样的材质、硬度均匀性、试样厚度等引入的测试误差,我们设计了如下方案:首先选取一根直径为40mm的棒材,经过一定的热处理工艺得到某一硬度,然后用线切割的方法获得厚度为10mm的试样,分别对试样表面进行机加工获得不同的表面粗糙度:Ra3.2、Ra1.6、Ra0.8、Ra0.4、Ra0.2,分别对试样进行测量,从测试数据分析表面粗糙度度对洛氏硬度的影响;选取30HRC和50HRC分别加工两组这样的试样。2.3 实测数据 按照设计的方案,试样加工完成后,用表面粗糙度测试仪对试样的表面粗糙度进行了测试,得到了两组粗糙度梯度明显的试样,见表1。[img=,674,158]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_01_3048281_3.png[/img][img=,690,284]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_02_3048281_3.png[/img][img=,560,252]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251712_01_3048281_3.png[/img][img=,690,527]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_04_3048281_3.png[/img][img=,482,253]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251712_02_3048281_3.png[/img][img=,487,248]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_03_3048281_3.png[/img]2.4 试验结论 从这两组数据可以看出,试样表面粗糙度值大于0.8μm时,随着粗糙度增加,洛氏硬度示值变化波动增大,试验数据比较分散,硬度值减小,而小于等于0.8μm时,硬度示值变化波动减小,硬度值也趋于稳定。3 分析 硬度的实质是材料抵抗另一较硬材料压入的能力,洛氏硬度试验是使用测量压痕深度的原理计算硬度值。 试样表面粗糙度的增加表明微观上表面的凹凸不平幅度变大,在相同试验力作用下压头压入时所受到的抗力就减小了,压入深度就会更大些,因此在较粗糙的试样上反映出的洛氏硬度值偏小。当试样表面粗糙度减小,即试样表面向理想平面接近,那么其表面的凹凸不平幅度减小,压头压入的抗力增加,压入深度就会减小,硬度值变大;但当粗糙度达到一定值时,此种变化的斜率会趋于水平。4 结论4.1 当试样表面粗糙度变大时,洛氏硬度试验数据的离散度变大。4.2试样表面粗糙度值大于0.8μm时,随着粗糙度增加,洛氏硬度示值变化波动增大,硬度值减小。4.3 试样表面粗糙度值小于等于0.8μm时,硬度示值变化波动减小,硬度值也趋于稳定。4.4 国家标准规定“试样表面粗糙度Ra不大于0.8μm”是合理的,可以保证测试结果的准确度和离散度。5 结论对实际应用的指导性 表面粗糙度对洛氏硬度测试结果有着一定的影响,国家标准关于洛氏硬度测试过程种关于表面粗糙度的规定虽然是建议性的,但是对于我们检测机构来说却是合理和必要的。 在其他硬度的国家标准中对试样表面粗糙度也有类似的要求,所以我们在硬度的检测时一定要考虑到表面粗糙度度对硬度测试结果的影响。如果表面粗糙度达不到标准规定的要求,应考虑测试结果的准确性和应对试样在不破坏硬度的基础上对表面进行必要的加工处理。
两种表面的差异及测量喷涂表面机加工表面应用表面需喷涂防腐漆层零件配合面粗糙度的影响粗糙度差,则波峰突出,漆层易薄、产生腐蚀点; 粗糙度太好,则漆层附着效果差、影响防腐效果。粗糙度差、突出的波峰意味着容易磨损; 粗糙度太好,则油膜附着效果差,也影响配合效果。测量方法对于粗糙度差的表面,采用“压针法”,进行量化测量; 对于粗糙度较好的表面,采用“针描法”。无压针法的应用。只有“针描法”。两种方法的差异压针法针描法单点测量 通过计算压针压入的深度来表示粗糙度(即Rmax值) 测量孤立的多点,计算各点深度的绝对平均值 适合粗糙的表面(肉眼即可辨别)线轮廓测量 通过测针的自动滑行,将粗糙度曲线描绘下来,并进行计算,既可获得这条粗糙度曲线的算术平均值(Ra),也可同时获得深度值(Rmax) 一次测量不是一个孤点,而是一条线 适合较为光滑的表面(肉眼难以辨别) 相对而言,测量更为全面和精细代表产品压针法针描法国外某品牌123\223\224 实际上并不是真正意义上的粗糙度仪,不符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义针描法产品的比较国外某品牌7061国产某品牌1、直量程(即,可测深度) 350μm 2、统分辨力(即,对粗糙度曲线描绘的精细度) 满量程350μm条件下,分辨力为32nm(纳米)1、直量程(即,可测深度) 400μm 2、系统分辨力(即,对粗糙度曲线描绘的精细度) 满量程400μm条件下,分辨力为6nm(纳米)压针法原理图http://www.shidaiyiqi.com.cn/upload/201404251.jpg针描法原理图http://www.shidaiyiqi.com.cn/upload/201404252.jpg特别说明 压针法和针描法并非简单的取代关系,而是取决于实际工况 打个比方: 如果是红砖地面或者是水泥地面,比较适合使用扫帚清扫;如果是瓷砖地面或者是地板底面,比较适合吸尘器清扫。就钢板的测量而言,针描法是一个合理的应用。
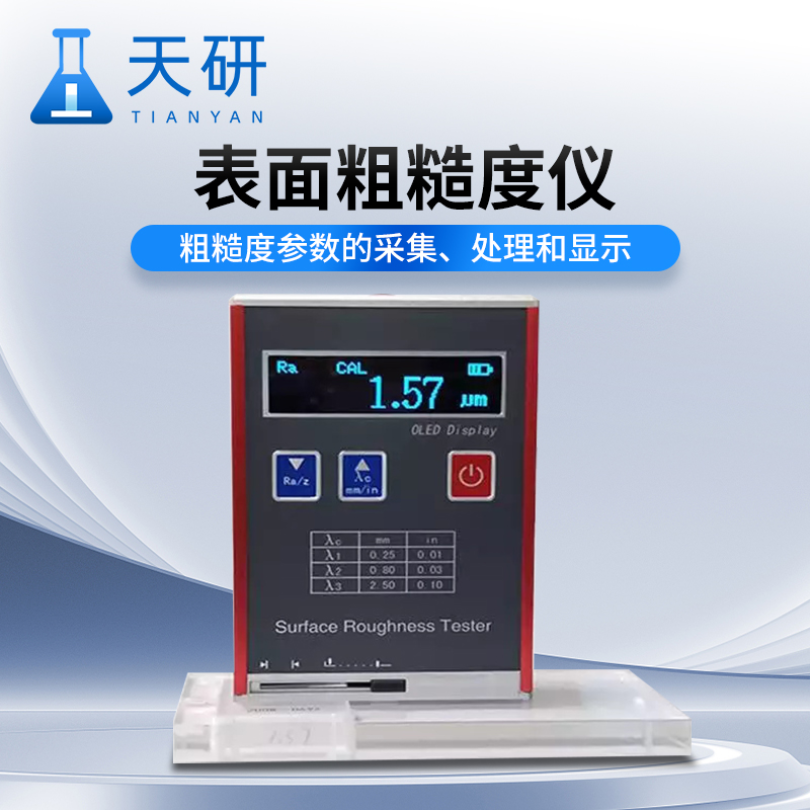
粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称。该仪器是传感器主机一体化的袖珍式仪器,具有手持式特点。1、工作原理当传感器在驱动机构的驱动下沿被测表面作匀速直线运动时,其内部垂直于工作表面的触针随工作表面的微观不平轮廓产生垂直方向的位移,再通过传感器将位移变化量转换成电量的变化,将该电信号进行放大,滤波,经A/D转换为数字信号,再经DSP处理,计算出Ra、Rz、Rq、Rt值并显示。2、产品用途本产品属于便携式表面粗糙度仪,具有测量精度高、测量范围宽、操作简便、便于携带、工作稳定等特点,可以广泛应用于各种金属与非金属的加工表面的检测,该仪器是传感器主机一体化的袖珍式仪器,具有手持式特点,更适宜在生产现场使用。3、产品特点◇机电一体化设计,体积小,重量轻,使用方便;◇采用 DSP 芯片进行控制和数据处理,速度快,功耗低;◇大量程,多参数 Ra,Rz,Rq,Rt。◇高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rs,Rsk,Rsm,Rku,Rmr 等参数;◇128×64 OLED 点阵显示器,数字/图形显示;高亮无视角;◇显示信息丰富、直观、可显示全部参数及图形;◇兼容 ISO、DIN、ANSI、JIS 多个国家标准;◇内置锂离子充电电池及充电控制电路,容量高、无记忆效应;◇有剩余电量指示图标,提示用户及时充电;◇可显示充电过程指示,操作者可随时了解充电程度◇连续工作时间大于 20 小时◇超大容量数据存储,可存储 100 组原始数据及波形。◇实时时钟设置及显示,方便数据记录及存储。◇具有自动休眠、自动关机等节电功能◇可靠防电机走死电路及软件设计◇显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息;◇全金属壳体设计,坚固、小巧、便携、可靠性高。◇中/英文语言选择 ◇可连接电脑和打印机;◇可打印全部参数或打印用户设定的任意参数。◇可选配曲面传感器、小孔传感器、测量平台、传感器护套、接长杆等附件。[img=,300,463]https://ng1.17img.cn/bbsfiles/images/2022/11/202211241622452810_7413_5568994_3.png!w489x756.jpg[/img]【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务








 我要推广仪器
我要推广仪器
 下载APP
下载APP