推荐厂家
暂无
暂无



 400-860-5168转0927
400-860-5168转0927
 留言咨询
留言咨询
 400-860-5168转4338
留言咨询
400-860-5168转4338
留言咨询
 留言咨询
留言咨询




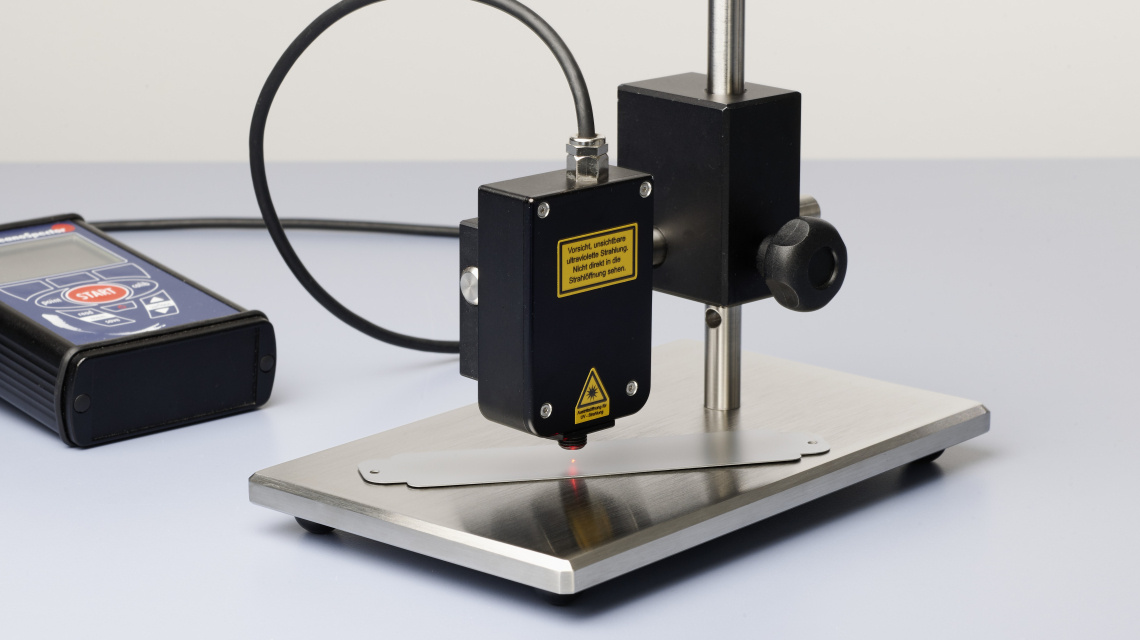
[b]1 前言与目的[/b] 在各种产品的表面处理工艺中, 喷漆与底材的附着力差,出现掉漆、起泡、划格法测试不合格的问题会经常出现。 而底材表面不干净,有油污、油尘、指纹等污染物是造成附着力不良的关键原因。而表面处理70%的不良都是在清洗过程造成的。 德国SITA公司研发的Cleanospector油污清洁度仪是目前世界上唯一可以量化输出金属、陶瓷、玻璃表面清洁度的仪器。SITA Cleanospector油污清洁度仪通过荧光激发法量化检测金属、陶瓷、玻璃上的如油、脂、蜡、胶黏剂、指纹、残留的清洗剂等有机污染物、研究结果与长期的经验表明,这些有机污染物的过量残留是影响后工序如焊接、喷涂效果的主要原因之一,通过SITA Cleanospector油污清洁度仪监控清洗后工件的清洁度,建立清洁度标准,可以避免因胶黏剂残留过量造成的喷涂附着力差、甚至喷涂不上的问题。 SITA CleanoSpector有两种测量结果的表示方式可供选择。第一种Cleanliness模式,测量仪器以百分比显示的清洁度值的高低。一个100%的清洁度值,表示一个绝对干净和无荧光的表面。第二种Fluolevel模式,测量仪器以RFU值(Relative Fluorescence Units)表示清洁度的高低。RFU为相对荧光强度值,RFU值越大,零件表面的残留污染物含量也越高。此外,通过搭配SITA-Fluoscan软件,在较暗环境下进行手动扫描式测量、扫描时间为30秒,可获得整个样品的清洁度变化曲线。[b]2样品[/b] 样品背景:深圳某公司的汽车铭牌毛坯在加工过后通过贴膜来防止毛坯板刮花和二次污染。目前的贴膜方式有两种:第一种为静电吸附膜,第二种为丙烯酸胶黏剂(丙烯酸)粘合膜。粘合膜在撕掉后会有胶黏剂残留在毛坯板上,工程师认为这是造成后续工序中喷涂效果不好的主要原因,使喷涂涂层有附着不上或涂层脱落的风险。 测试目的: 验证SITA清洁度仪的数据是否能明显区分各种不同样品的表面清洁度。 例如:是否能区分贴静电膜毛坯板与贴胶粘膜毛坯板的清洁程度 样品类别:[table=100%][tr][td] [/td][td]处理与描述[/td][td]测试数量[/td][td]备注[/td][/tr][tr][td]A[/td][td]贴520胶粘膜[/td][td]3[/td][td]使用百分比模式测量,并取其中一个作扫描式测量[/td][/tr][tr][td]B[/td][td]贴静电膜[/td][td]3[/td][td]使用百分比模式测量,并取其中一个作扫描式测量[/td][/tr][/table] 测试模式:Cleanliness 测量软件:1.SITA-Fluoscan 2. 测量方式:线性扫描 样品测试采用线性扫描,测量点的直径为1毫米。以图线直观比较。测量的所有数值详见附件。 注: SITA-Fluoscan是专门作为扫描式测量的软件,单次最长测量时间为30秒。结果以图线呈现。同时,用户可以读取、管理和导出所有数据记录。[b] 扫描方式应用:[/b][align=center][img=直线扫描模式]http://www.sita-china.com/literature/m1705/0311460765.jpg[/img][/align] 使用一个或者多个传感器,连续测量带状平面样品的清洁度[b] 表面扫描模式[/b][align=center][img=平面扫描模式]http://www.sita-china.com/literature/m1705/0311474942.jpg[/img][/align] 使用一个X-Y定位驱动装置检测平面样品的清洁度[b] 自由扫描模式[/b][align=center][img=3D自由扫描模式]http://www.sita-china.com/literature/m1705/031148288.jpg[/img][/align] 使用3D定位系统测量样品表面的清洁度 本次测试的扫描方式为:单直线扫描。[align=center][img=,690,335]http://ng1.17img.cn/bbsfiles/images/2017/05/201705081116_01_2818848_3.jpg[/img][/align][align=center]测试现场[/align][b]3测试结果分析:[/b] A有胶黏剂样品,扫描图像如图所示[align=center][img=测试样品一]http://www.sita-china.com/literature/m1705/0311525960.jpg[/img][/align] B 静电吸附样品[align=center][img=,800,432]http://ng1.17img.cn/bbsfiles/images/2017/05/201705081116_02_2818848_3.jpg[/img][/align] 分析: 通过比较A、B两样品的清洁度曲线可以发现: A样品曲线平稳的地方为底材干净的部位,示值为5RFU左右 示值在中后部有波动,最大值达到了15RFU,说明此区域有胶黏剂残留。 B样品曲线一直平稳在5RFU左右,几乎没有波动,说明B样品这个板面清洁度很均匀,相对比较干净。[b]4结论[/b] 1. SITA Cleanospector表面清洁度仪可以很好的检测出的铭牌毛坯板上的丙烯酸胶黏剂。 2. SITA Cleanospector表面清洁度仪扫描出来的示值可如实反映扫描区域的清洁度情况。 3. A、B样品曲线比较与预期相符,A结果呈现出在胶黏剂板上的确会有胶黏剂的残留,而且是残留在中间部位。B样品,为静电吸附,理应洁净,结果也说明了其清洁度很好且没有受到二次污染。 4. 手持式 SITA CleanoSpector适用于工厂车间或实验室的简便快速的清洁度监测,以评估铭牌毛坯在下工序喷涂前的的清洁度质量。
线路板表面清洁度及含cl离子测试仪,请问一下哪一家的较好用?在东莞地区有没有销售点?
GBT 8923.1-2011 涂覆涂料前钢材表面处理 表面清洁度的目视评定 第1部分未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级










 我要推广仪器
我要推广仪器
 下载APP
下载APP


