推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-629-8889
留言咨询
400-629-8889
留言咨询
 400-611-9236
留言咨询
400-611-9236
留言咨询
 400-659-9826
留言咨询
400-659-9826
留言咨询



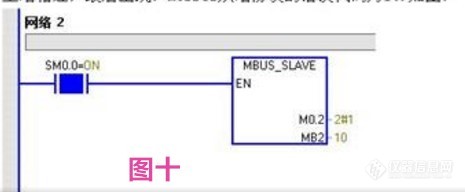
1、请问一台PLC是否可以通过一个RS485接口接工控机发送来的三路数据信号?工控机上装了三个数据采集终端。如果可以的话请问怎样区分三路信号?答: PLC可以通过485接工控机发的出来的数据来读取数据采集终端的数据,通过自由口通信的RCV命令接收工控机发出来的数据。2、为什么RS485不能完全替代RS232呢?我们的触摸屏和PLC通讯或PC与PLC通讯都是要用RS232为什么不能都用RS485呢?资料上说485的优点比232多多啦!为什么不能完全替代呢?答:因为首先232是计算机的标准信号,是一个业界标准,存在范围广泛;其次232可以实现全双工通信,在发送数据的同时可以接收,可以用对讲机和电话来理解,485是半双工通信,相当于对讲机,一个时间只能一个讲话,232是电话机方式,双方都可以同时说话。3、我现在用的笔记本电脑装有MCGS通用软件,还有一台西门子200PLC,数据线有USB转232,还有232转485.另外还有一个PPI编程电缆,我用自由口监控200时为什么数据监测不到呢,读写都不行。想请问高手我应该如何设置呢。我想监视和控制输出点答:485是基于232串口通信标准衍生出来的一种远距离,半双工通信的硬件标准,相对于232标准来说,485采用差分信号进行收发,可以得到更好的干扰抑制效果,所以通信距离更远,理想状态可以达到1.2KM的通信距离,另外485适用于多设备组成总线使用 由于其是半双工的工作模式,所以在发送时不可接收,接收时不可发送,而232信号属于全双工,接收的同时也可以发送。自由口做数据监视,这个描述表达本身是缺少很多条件或者问题不清晰的, 存在问题:a、使用编程软件监测还是使用MCGS监测? 如果编程软件监测只能基于PPI通信,不可基于自由口通信, 如果是MCGS监测,需要关闭编程软件,并驱动号USB转COM口,并且COM口被识别在MCGS软件内;b、使用自由口通信,需要前面在PLC内部编辑上自由口通信的程序,如果没有正确程序是无法通信的; c、 确认USB转232, 232转485的硬件转换是否有问题;4、怎样将S7-200设为Modbus主站,去读取另外几个S7-200从站的数据和一些流量计的数据?(流量计支持Modbus协议,用485通讯)答:可以调用modbus主站库,需要设置库存储区以及读取地址,不能相互重叠,也不能同其它应用过的存储区重叠。5、做一个条码枪232通讯给plc条码的程序,用的232转485接头连接到plc,现在状况是条码枪连接到电脑扫条码能正常看到条码,电脑用一个usb转232再接到232转485,电脑发送条码过去plc是能正常接收条码的,但用条码枪直接连接到plc扫描时,只有vb100有值变化,从0递增到设定的接收最大字符数20后又重复,扫一次vb100加1,后面没有条码数值,条码枪设置的通讯方式是标准232,plc端通讯速度是9600,大家有没有遇到这种情况,求帮助。答:这个情况属于使用上程序没写好。6、用plc和某国产触摸屏通讯(采用485通讯),然后产生了一个问题,平时都是用的原厂家的触摸屏,设计触摸屏的软件中带有如触点I,M或输出Q的设置,而这国产的触摸屏不带有这些功能,我想问如果通讯成功后,如果将plc的一个输出高电平发送给触摸屏,触摸屏接受到的是什么信息然后又会放在哪里,同样,反过来触摸屏上的按钮如何通过设置来控制plc的触点?答:PLC和触摸屏通信,如果有直接的I,M.Q 的通信可以直接触摸屏上调用, 如果没有这些单元,而只有V单元,那么可以把这些在PLC里面做个程序, 比如输入部分IB0单元传输给VB0单元, 然后屏这边读V单元对应的地址;输出部分可以VB100传输给QB0单元, 然后在屏这边读或写对应的V单元; M单元可以直接不使用,直接使用V单元。7、S7 200可以直接用USB转485串口线直连吗?不用PPI的(PPI是什么意思?)。答:200可以直接使用USB转485线连接, 设置好通信模式就行, PPI 表示的是一种通信协议。8、PLC通过485和5个变频器进行MODBUS通信,如果我需要不断地更改变频器的频率等参数(意思就是通过触摸屏更改变频器可以自动修改频率),还要不断地读取变频器频率等参数 ,485是半双工的,我在程序上的思路是不是应该这样呢:步骤1:先将变频器1参数写进变频器1,写完后再将变频器2写进变频器2,以此类推,然后,再读取变频器1的实际参数,然后到变频器2参数,一直读到变频器5,最后再循环到步骤1,耐特的可行吗,还需要注意哪些点,若不可行的话,请给个可行的思路,谢谢!答:该方式可行的,注意通信速度和通信切换的时间,这么多组如果每台一读一写,一个操作预计100ms的话,一个循环至少1秒了。9、谁有工厂流水线上 固定式扫码器(条形码)跟PLC通信的案例啊,现在需要做一套系统,就是把生产产品贴上标签式的条形码,然后使用读码器识别,连接至PLC自动控制产品归类,PLC支持RS485通信,有没有已经做过的案例,发一下,或者给点经验指导,求帮忙!答:耐特PLC连接扫码器可使用MODBUS通信进行实时读扫码器信息,读到信息之后再进行运算处理。(详细案例程序这里就暂不分享了)10、现有一款PLC,S7-200CPU222,只有一个RS485口,请问这款PLC能不能支持Modbus通信(在不扩展外部模块的前提下)?我尝试用这款PLC做Modbus从站,用PPI电缆通过RS485口下载程序,完成后,拔掉点看线,将通讯口与Modbus主站相连,最后出现:Modbus从站协议错误代码(如下方图十中所示)请问如何解决这个问题,还是说其不支持Modbus通信[img=,465,192]http://ng1.17img.cn/bbsfiles/images/2018/07/201807191630211471_2138_3418314_3.jpg!w465x192.jpg[/img]答:支持用modbus通信,但是不可能同时使用程序监控,执程序监控的时候说明MODBUS指令没有正确执行。图上只有执行指令,没有初始化指令。
工厂中各种洗碗液瓶通过传送带包装和运输。每种洗碗液都有一个标签,其中包含一个必须在运输过程中识别的EAN代码。条形码以梯子/栅栏 - 栅栏布置连接到洗碗液瓶上,即横向地和在运输方向上。这种情况使用劳易测BCL 304i条形码阅读器。该装置以45°的角度安装在传送带上。该设备中使用的代码片段技术(CRT)能够可靠地识别两种代码安排。不需要其他设备。该系统比相机系统更经济。使用的产品劳易测BCL 304i条形码阅读器功能:残码重组技术, AutoReflAct, AutoConfig, LED显示, 参考码比较, 加热, 对准模式, 自动控制设计:方形尺寸(宽 x 高 x 长):125 mm x 58 mm x 110 mm外壳材料:金属, 压铸铝镜头盖材料:玻璃净重:580 g外壳颜色:红色, 黑色紧固类型:通过可选安装设备, 后部紧固, 燕尾槽行业/领域:物料搬运(拣选),包装行业(灌装系统,洗碗液包装系统)任务:条码应用:条形码读取在洗碗液瓶的传送带上[color=#ffffff][b]文章源自:劳易测http://www.china-leuze.com/[/b][/color]
[B][center]5%的超市商品“扫”不出来部分商品条码设计印刷质量成问题[/center][/B]8月18日,2009物品编码宣传周期间,中国物品编码中心和中国物品编码中心北京分中心在北京海淀区超市发朗秋园店进行了一次商品条码质量检测,合格率达到97.8%。 据北京分中心条码室主任孔维佳介绍,本次检测随机抽取了超市发朗秋园店食品、日用品184件。有4件商品的条码不能被扫描器识读,原因分别是条码的印刷颜色搭配不当、有划痕、放大系数过小以及符号放置位置选择不当。放大系数过小的那件商品上的条码,其规格尺寸还不到通常所见商品条码规格尺寸的2/3;符号放置位置不当的那件商品,是真空包装的食品,条码放在了包装出现褶皱的位置上。 虽然97.8%的合格率明显高于全国平均水平,但2.2%的不合格率也给超市的商品流通效率带来一定的影响。据超市发朗秋园店店长吕文凤介绍,超市每天都会发生几起因为扫描器不能识读商品条码的事情。扫描器不能识读,只有靠手工录入条码上的13位数字。条码上的数字很小,一旦看不清录错了,就需要重新录入。耽误了顾客的时间,影响了顾客的心情,也降低了超市的商品流通效率。不能识读的条码主要是面包、糕点等食品和价格较低的日用品上的条码。 据中国物品编码中心质检部主任赵辰介绍,目前我国超市商品条码可识读率为95%,商品条码不能识读的质量问题主要出现在条码的设计、印刷等环节上。出现不合格商品条码的主要原因是一部分小企业商品条码质量意识差。有些小商品价格低廉,小企业舍不得在商品条码上投入。其实我国企业使用商品条码的成本很低,分摊在单件商品上几乎是零成本。 背景链接 条码质量注意事项 条码尺寸:放大系数必须大于0.80。在选择放大系数时,要考虑产品包装的整体设计,使印制的条码与产品包装图案匀称协调;设计时绝对不可挤占或削减条码左右侧空白区的尺寸,并且要保证左、右空白区的颜色必须与条码中空的颜色一致;在任何程序上对商品条码符号高度的截短,都将会影响对条码的扫描识读,因此商品条码符号的高度原则上不得截短。 条码颜色:由于条码识读器一般用红色光源,红光照射在红色时反射率最高,因此红色绝不能作为条色,只能作为空色;对透明或半透明的印刷载体,应禁用与其包装内物品相同的颜色作为条色,以免降低条、空对比度,影响识读;使用铝箔等金属反光材料作为载体时,可将经打毛处理的本体颜色或在本体上印一层白色作为条码的空色,未经打毛的反光材料本体作为条色;带有金属性的颜色(如金色)由于其反光度和光泽性会造成镜面反射效应而影响扫描器识读。因而,用金色来印刷条码或反印刷载体上的金色作为空色时一定要慎重;当包装设计的颜色与条码设计的颜色发生冲突时,应以条码设计的颜色为准改动包装设计的颜色。 印刷位置:设计条码首选的位置应为产品包装背面的右侧下半区域。当有些产品包装背面不适宜放置条码时,可选择包装另一个适合面的右侧下半区域放置条码。但是,对于体积大的或笨重物品的商品条码不应放置在包装的底面。一般的情况下,条码与产品包装邻近边缘的间距不应小于8mm或大于102mm,这主要方便超市营业员手持商品进行扫描。《中国质量报》









 我要推广仪器
我要推广仪器
 下载APP
下载APP


