

方案详情文
智能文字提取功能测试中
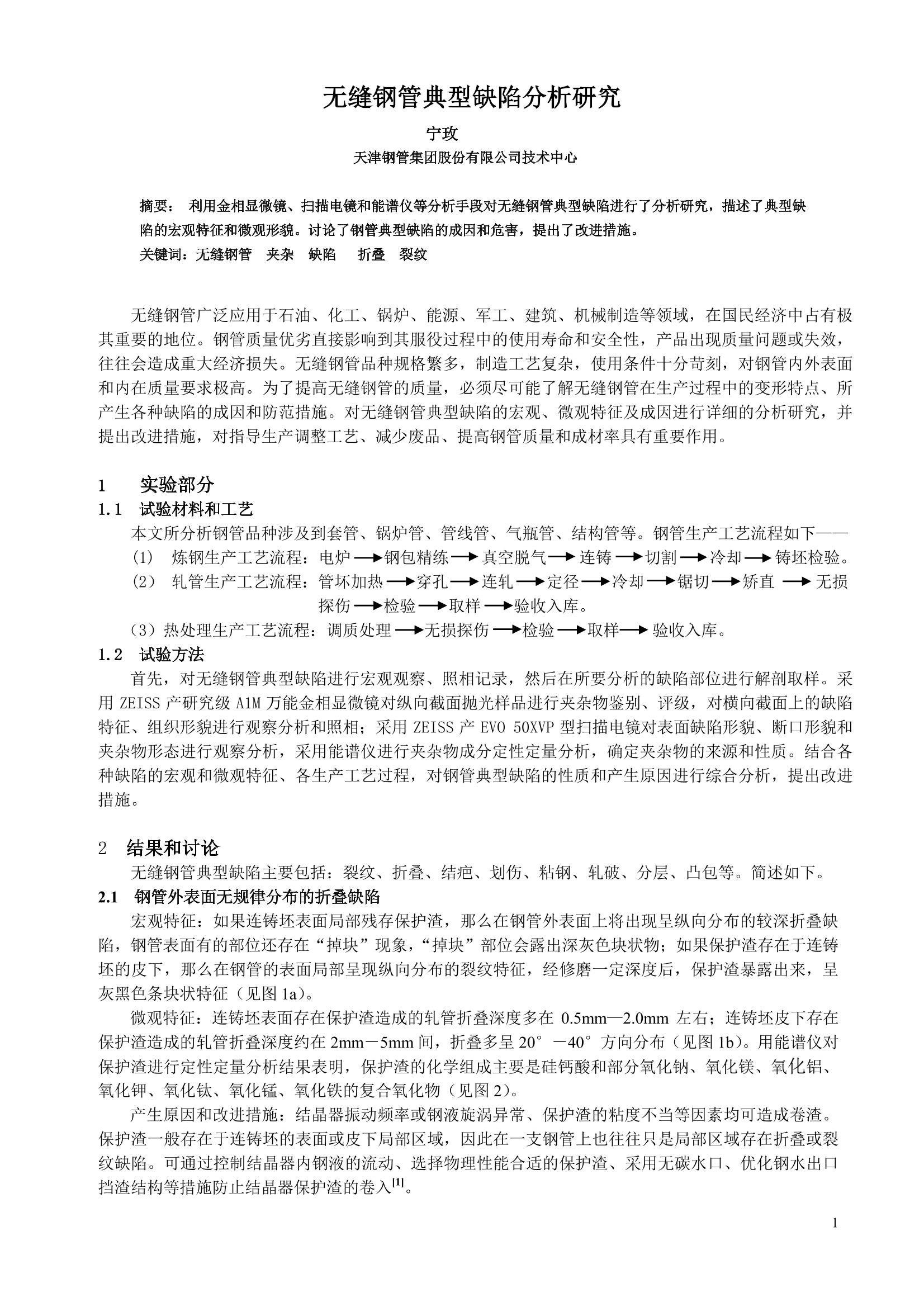
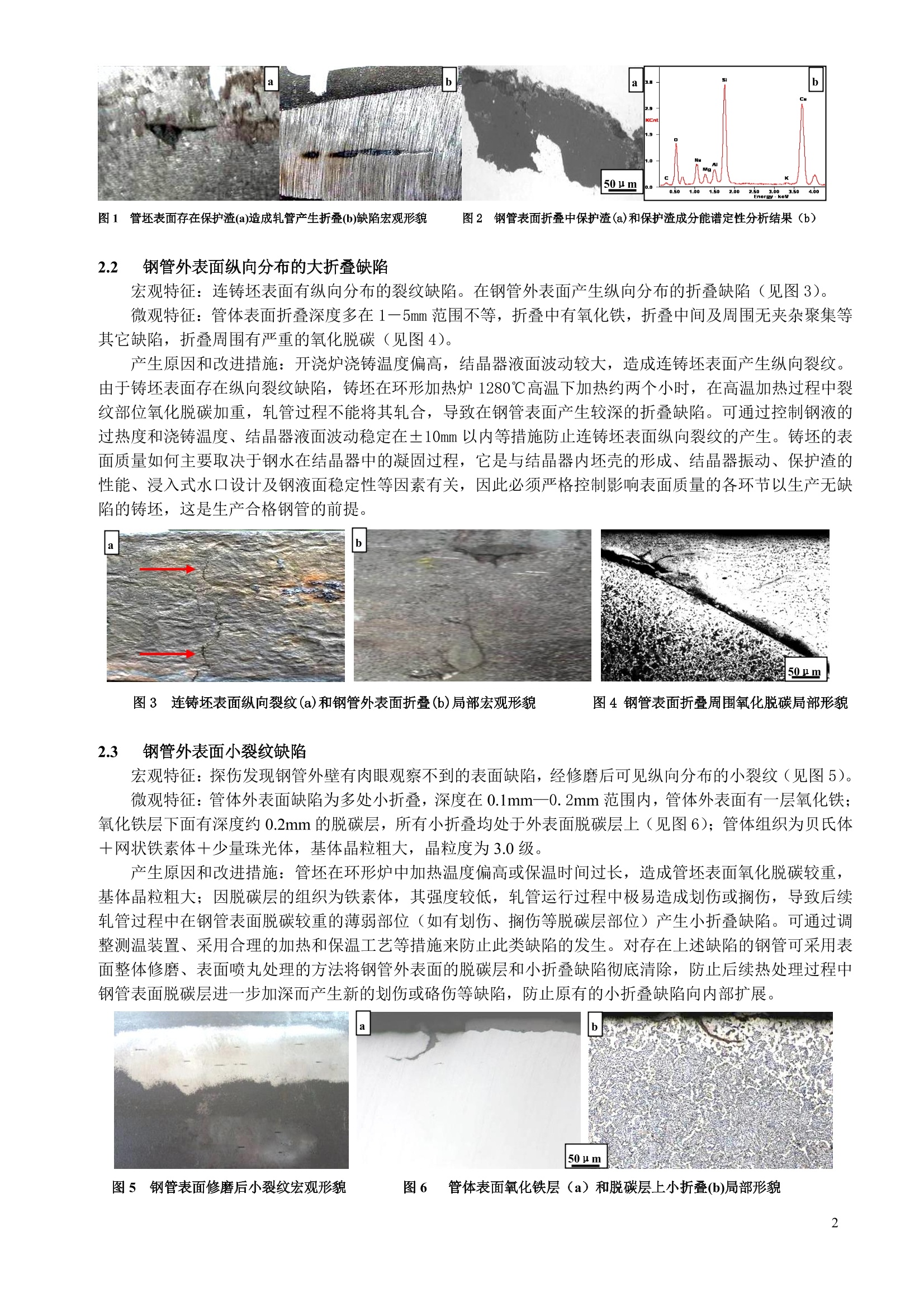
无缝钢管典型缺陷分析研究 宁玫 天津钢管集团股份有限公司技术中心 摘要: 利用金相显微镜、扫描电镜和能谱仪等分析手段对无缝钢管典型缺陷进行了分析研究,描述了典型缺陷的宏观特征和微观形貌。讨论了钢管典型缺陷的成因和危害,提出了改进措施。 关键词:无缝钢管夹杂 缺陷 折叠 裂纹 无缝钢管广泛应用于石油、化工、锅炉、能源、军工、建筑、机械制造等领域,在国民经济中占有极其重要的地位。钢管质量优劣直接影响到其服役过程中的使用寿命和安全性,产品出现质量问题或失效,往往会造成重大经济损失。无缝钢管品种规格繁多,制造工艺复杂,使用条件十分苛刻,对钢管内外表面和内在质量要求极高。为了提高无缝钢管的质量,必须尽可能了解无缝钢管在生产过程中的变形特点、所产生各种缺陷的成因和防范措施。对无缝钢管典型缺陷的宏观、微观特征及成因进行详细的分析研究,并提出改进措施,对指导生产调整工艺、减少废品、提高钢管质量和成材率具有重要作用。 实验部分 1.1 试验材料和工艺 本文所分析钢管品种涉及到套管、锅炉管、管线管、气瓶管、结构管等。钢管生产工艺流程如下―― 炼钢生产工艺流程:电炉→钢包精练→真空脱气→连铸→切割→冷却→铸坯检验。 轧管生产工艺流程:管坏加热→穿孔→连轧→定径→冷却→锯切→矫直→无损探伤一检验→取样→验收入库。 (3)热处理生产工艺流程:调质处理→无损探伤→检验→取样→验收入库。 1.2 试验方法 首先,对无缝钢管典型缺陷进行宏观观察、照相记录,然后在所要分析的缺陷部位进行解剖取样。采用 ZEISS产研究级 A1M 万能金相显微镜对纵向截面抛光样品进行夹杂物鉴别、评级,对横向截面上的缺陷特征、组织形貌进行观察分析和照相;采用 ZEISS 产 EVO 50XVP 型扫描电镜对表面缺陷形貌、断口形貌和夹杂物形态进行观察分析,采用能谱仪进行夹杂物成分定性定量分析,确定夹杂物的来源和性质。结合各种缺陷的宏观和微观特征、各生产工艺过程,对钢管典型缺陷的性质和产生原因进行综合分析,提出改进措施。 2结果和讨论 无缝钢管典型缺陷主要包括:裂纹、折叠、结疤、划伤、粘钢、轧破、分层、凸包等。简述如下。 2.1 钢管外表面无规律分布的折叠缺陷 宏观特征:如果连铸坯表面局部残存保护渣,那么在钢管外表面上将出现呈纵向分布的较深折叠缺陷,钢管表面有的部位还存在“掉块”现象,“掉块”部位会露出深灰色块状物;如果保护渣存在于连铸坯的皮下,那么在钢管的表面局部呈现纵向分布的裂纹特征,经修磨一定深度后,保护渣暴露出来,呈灰黑色条块状特征(见图1a)。 微观特征:连铸坯表面存在保护渣造成的轧管折叠深度多在 0.5mm-2.0mm 左右;连铸坯皮下存在保护渣造成的轧管折叠深度约在2mm-5mm间,折叠多呈20°-40°方向分布(见图1b)。用能谱仪对保护渣进行定性定量分析结果表明,保护渣的化学组成主要是硅钙酸和部分氧化钠、氧化镁、氧化铝、氧化钾、氧化钛、氧化锰、氧化铁的复合氧化物(见图2)。 产生原因和改进措施:结晶器振动频率或钢液旋旋异常、保护渣的粘度不当等因素均可造成卷渣。保护渣一般存在于连铸坯的表面或皮下局部区域,因此在一支钢管上也往往只是局部区域存在折叠或裂纹缺陷。可通过控制结晶器内钢液的流动、选择物理性能合适的保护渣、采用无碳水口、优化钢水出口挡渣结构等措施防止结晶器保护渣的卷入。 图1 管坯表面存在保护渣(a)造成轧管产生折叠(b)缺陷宏观形貌 图2钢管表面折叠中保护渣(a)和保护渣成分能谱定性分析结果(b) 2.2 钢管外表面纵向分布的大折叠缺陷 宏观特征:连铸坯表面有纵向分布的裂纹缺陷。在钢管外表面产生纵向分布的折叠缺陷(见图3)。 微观特征:管体表面折叠深度多在1一5mm 范围不等,折叠中有氧化铁,折叠中间及周围无夹杂聚集等其它缺陷,折叠周围有严重的氧化脱碳(见图4)。 产生原因和改进措施:开浇炉浇铸温度偏高,结晶器液面波动较大,造成连铸坯表面产生纵向裂纹。由于铸坯表面存在纵向裂纹缺陷,铸坯在环形加热炉1280℃高温下加热约两个小时,在高温加热过程中裂纹部位氧化脱碳加重,轧管过程不能将其轧合,导致在钢管表面产生较深的折叠缺陷。可通过控制钢液的过热度和浇铸温度、结晶器液面波动稳定在±10mm以内等措施防止连铸坯表面纵向裂纹的产生。铸坯的表面质量如何主要取决于钢水在结晶器中的凝固过程,它是与结晶器内坯壳的形成、结晶器振动、保护渣的性能、浸入式水口设计及钢液面稳定性等因素有关,因此必须严格控制影响表面质量的各环节以生产无缺陷的铸坯,这是生产合格钢管的前提。 图3 连铸坯表面纵向裂纹(a)和钢管外表面折叠(b)局部宏观形貌 图4钢管表面折叠周围氧化脱碳局部形貌 2.3 钢管外表面小裂纹缺陷 宏观特征:探伤发现钢管外壁有肉眼观察不到的表面缺陷,经修磨后可见纵向分布的小裂纹(见图5)。 微观特征:管体外表面缺陷为多处小折叠,深度在 0.1mm-0.2mm范围内,管体外表面有一层氧化铁;氧化铁层下面有深度约 0.2mm的脱碳层,所有小折叠均处于外表面脱碳层上(见图6);管体组织为贝氏体+网状铁素体十少量珠光体,基体晶粒粗大,晶粒度为3.0级。 产生原因和改进措施::管坯在环形炉中加热温度偏高或保温时间过长,造成管坯表面氧化脱脱较重,基体晶粒粗大;因脱碳层的组织为铁素体,其强度较低,轧管运行过程中极易造成划伤或搁伤,导致后续轧管过程中在钢管表面脱碳较重的薄弱部位(如有划伤、搁伤等脱碳层部位)产生小折叠缺陷。可通过调整测温装置、采用合理的加热和保温工艺等措施来防止此类缺陷的发生。对存在上述缺陷的钢管可采用表面整体修磨、表面喷丸处理的方法将钢管外表面的脱碳层和小折叠缺陷彻底清除,防止后续热处理过程中钢管表面脱碳层进一步加深而产生新的划伤或硌伤等缺陷,防止原有的小折叠缺陷向内部扩展。 a 图5 钢管表面修磨后小裂纹宏观形貌 图6 管体表面氧化铁层(a)和脱碳层上小折叠(b)局部形貌 2.4 钢管表面粘钢缺陷 宏观形貌:钢管表面和穿孔机导盘上产生严重的粘钢现象,穿孔机导盘上有粘钢碎片(见图7)。 微观特征:钢管外表面局部缺陷是被粘起后又被压下去而形成的折叠,折叠部位无夹渣聚集、氧化脱碳等现象,说明缺陷的产生与管坯质量无关。折叠处有明显的高温变形流线特征;钢管粘钢严重部位有金属碎片被粘附到导盘表面,碎片组织已经被冷却成马氏体(见图8)。 产生原因和改进措施:钢管表面产生粘钢和导盘上粘附着金属碎片,均与新更换的孔型导盘安装不够准确到位,或导盘冷却效果不佳,导致导盘与钢管表面局部磨擦升温过高而使相对较软的管体局部粘附到相对较硬的导盘上等因素有关。准确安装新导盘到位;加强导盘冷却效果,防止导盘温升过高。 图7钢管表面粘钢(a)和粘到导盘上金属碎片(b)宏观形貌 图8 钢管表面粘钢处折叠(a)和粘到导盘上的碎片组织(b) 2.5 管坯加热温度偏高(过热),导致轧管过程产生裂纹缺陷 宏观特征:管坯在环形加热炉加热过程中,如果加热温度偏高或在高温段保温停留时间过长,则加热坯的表面将产生严重的氧化脱碳,同时晶粒长大,产生严重过热,,导致钢的高温塑性恶化,过热的管坯穿成毛管后表面产生橘皮状麻面缺陷(见图9)。 微观特征:在毛管表面产生橘皮状麻面缺陷部位取样观察该部位产生了沿晶分布的网状裂纹;表面裂纹周围产生了严重的氧化脱碳;晶粒粗大,晶粒度达到了2级(见图10)。在毛管缺陷部位取样打断口,电镜下观察断口形貌为沿晶开裂的脆性石状断口,晶面上有许多细小颗粒状物,经能谱分析,小颗粒状物为硫化锰(见图11),这是典型的过热断口形貌。不难想象这种毛管在后续的连轧过程中必然会在轧管的表面产生更严重的裂纹等缺陷。应加强控温装置的校准;控制制坯加热温度和保温时间。 图9毛管表面橘皮状麻面 图10表面裂纹周围氧化脱碳 图1111毛管过热石状断口(a)和晶界上硫化锰颗粒(b)形貌 2.6 管坯加热温度过高(过烧),导致轧管过程产生碎裂缺陷 宏观特征:如果炉温失控,加热炉温度过高或炉温不均,那么管坯表面就会产生严重烧损,甚至出现龟裂,此种管坯在穿孔过程中毛管将产生严重开裂,甚至出现破碎碎裂现象(见图12)。 微观特征:毛管表面龟裂裂纹周围产生了严重的氧化脱碳,这些部位既不致密又较疏脆,在后续的轧管过程中必将产生严重的碎裂缺陷。毛管碎块部位有大量沿晶裂纹,裂纹周围有严重的氧化脱碳和晶界熔化开裂烧损孔洞(见图13)。 产生原因:管坯在环形炉中加热过程中温度过高或在高温段停留保温时间过长,在管坯表面上生成很厚的氧化铁皮,氧化铁皮下的基体晶界弱化或熔化,金属的塑性大大降低,导致穿孔时产生轧卡、穿破或穿碎,毛管一旦产生此类缺陷无法挽救只能报废。因此,应严格遵守工艺操作规程,制定合理的加热工艺制度,控制好环形炉的加热温度。 图12管管坯穿孔毛管破裂宏观形貌 图13毛管表面龟裂部位晶间裂纹(a)和表面过烧孔洞(b)及粗大晶粒晶界开裂周围氧化脱碳(c)形貌 2.7 钢管表面局部增碳导致淬火裂纹产生 宏观特征:在调质热处理后的一些钢管外表面一定宽度条带上分布有许多纵向细裂裂。 微观特征:在钢管横截面外壁上,可观察到多条与外表面垂直的长短不一的细小小纹(见图14)。腐蚀后观察,开裂部位的组织比正常部位的基体组织颜色明显偏黑,组织中碳化物明显偏多(多图15)。由化学成分分析结果了解到:正常部位的立含量为0.26%, 而有裂纹缺陷部位的碳含量高达0.7%,达到了共析碳含量,表明开裂部位产生了明显的增碳现象。对中碳铬钼钢管调质处理后正常部位硬度约为 30HRC左右,而增碳部位的硬度达到了 HRC45—50。 产生原因和改进措施:结晶器振动异常和拉坯速度不稳而造成卷渣,由于保护渣中的的份含量较高,造成连铸坯局部增碳。钢管热处理过程中,管体增碳部位生成的是高碳马氏体,正常部位生成的是低碳马氏体,由于组织转变的不同时性,将产生较大组织应力,当应力超过钢的开裂极限时,就将在高碳马氏体部位产生淬火裂纹。生产中可采用低碳保护渣、调整结晶器合理的振动频率、不同的钢种采用不同的稳定拉速等防止连铸过程卷渣而导致连铸坯表面局部增碳的发生。 图14 钢管表面纵向裂纹形貌和横截面外壁淬火裂纹形貌 图15调质处理钢管表面增曾部部淬火裂纹周围组织局部低倍(a)和放大(b)形貌 2.8 钢管内表面凸包缺陷 宏观特征:在钢管内壁出现纵向随机分布的小凸包(见图16)。 微观特征:钢管管截面内壁凸包高度多在0.2mm-1.0mm间,凸包中间、凸包两侧尾部和周围均有黑灰色链状夹杂物存在。经能谱分析黑灰色链状物主要是铝酸钙和少量的氧化镁、氧化硅、氧化铁的复合氧化物(见图17)。根据成分判断这些夹杂为钢中遗留的脱氧产物。 产生原因和改进措施:连铸坯芯部偏聚大型复合氧化物,穿孔和轧管过程中将大型夹杂物轧成为长条状夹层,由于夹杂物夹层与钢基体的变形性不同,导致轧管在最后定径减径过程中内壁夹层部位的基体被挤起而在钢管内表面形成凸包状缺陷。生产中应注意炼钢连铸过程控制,采用真空处理降低钢中气体含量、氩气弱搅拌和结晶器电磁搅拌等措施是夹杂物充分上浮从而提高钢的洁净度。 图166钢管内壁凸包缺陷宏观形貌 图17 钢管内壁凸包(a)、凸包尾部和周围夹杂(b)局部形貌及夹杂能能定性分析结果(c) 2.9 钢管内表面直道型缺陷 宏观特征:钢管内表面存在具有一定宽度和深度、类似划痕的直道型缺陷(见图18) 微观特征:横截面内壁划痕呈凹沟状,深度在1-2mm以内,凹沟边缘无氧化脱碳现象,凹沟周围的组织有挤压变形产生的塑性流变特征,在凹沟的底部往往有定径过程产生的微裂纹(见图19)。 产生原因和改进措施::当管坯加热温度较低、轧制温度较低时,顶头或顶杆易粘结金属而划伤内表面。当顶头磨损严重,顶头锥角太小,顶杆弯曲使顶头偏斜擦伤内表面。当芯棒磨损严重时,轧管过程中易划伤管子内表面。石磨润滑剂中含有较多的杂质,轧管过程中易划伤管子内表面。生产中应及时更换磨损的顶头、芯棒等轧制工具,采用质量良好的石墨润滑剂。 图18钢管内壁直道型划伤缺陷宏观形貌 图19 钢管横截面内壁凹沟周围塑性流变组织局部形貌 2.10o轧管内表面薄片翘皮状折叠缺陷 宏观特征:钢管内表面有呈薄片状或翘皮状分布的折叠缺陷(见图20)。 微观特征:在横截面上内壁薄片状和翘皮状折叠缺陷深度较浅,深度在1mm 以内,角度在30°以内,折叠中间及周围没有夹杂聚集,折叠周围有轻微的氧化脱碳(见图21)。 产生原因和控制措施:管坯在穿孔过程中,金属中心部分随强烈的交变应力,在轧机调整不当时易引起破裂;或管坯定心孔偏斜,过浅、过小或不光滑等,顶头磨损严重、顶头前压下量过大,使管坯中心过早形成孔腔,导致形成薄片翘皮状内折叠。生产中严格执行加热规程,精心加热操作,确保管坯加热质量。不使用不合格的顶头;钢管内壁轻微折叠允许内磨清除,清除后钢管壁厚不允许超过负偏差。 a b 图20钢管内壁薄片状(a)和翘皮状折叠(b)缺陷宏观形貌 图21内壁薄片状和翘皮状折叠周围组织局部形貌 2.11 轧后冷却不当,造成轧管热定径过程开裂 宏观特征:中碳铬钼钢轧管热定径时发生严重开裂,取样时锯床锯切不动,用压力机压碎,其上尚有未断开的裂纹多处(见图22)。 微观特征:断口观察发现,断面上呈大面积沿晶断裂特点,断面上均未见异常夹杂物等缺陷(见图23)。金相观察,显微组织为马马体(见图24)。 产生原因和改进措施:由于轧后有冷却介质溅到钢管上冷速过快,得到淬火马氏体组织,而马氏体组织是硬脆相,塑性差、不易变形,导致定径时发生脆性开裂。轧管要控制好生产过程的每一个环节,防止冷却介质喷溅到炽热钢管的表面而产生淬火裂纹。 5um 201m 图22套管定径过程脆性断裂宏观形貌 图23沿晶断口局部放大形貌 图24 断裂部位马氏体组织形貌 2.12 轧管弯曲原因分析 宏观特征:中碳锰铬钢轧管沿纵向长度方向产生明显弯曲(见图25)。在弯曲部位取硬度度,在四个象限打硬度,发现其中一个象限的硬度值要高于其它三个象限的硬度值。 微观特征:用四个象限硬度试样进行金相分析,硬度偏高象限部位外表面组织中有大量的贝氏体,其它三个象限部位的组织为珠光体和铁素体(见图26)。 由中碳锰钢铬钢的连续冷却转变C曲线((见图27)可知,在冷速不高时600℃上下应发生铁素体和珠光体转变,1℃/秒左右的冷速恰好是相变对冷速的敏感区;而钢管在小冷床上的温度范围和冷却速度又恰好在这个区间,造成冷速上的微小差异就会出现组织上的较大区别。用小试样在 DT-1000 快速淬火膨胀仪上进行冷速试验,进一步证实了这一点。以2℃/秒的冷速冷却后得到的组织基本为贝氏体;而在较慢冷速下则得到全部珠光体和铁素体组织。 产生原因:钢管在小冷床上行进过程中,管子转动不畅,在中温转变区间,与小冷床接触较长时间的象限部位冷速较快,由于钢管冷却速度不均匀,使得同一圆周上的不同部位出现了贝氏体组织,其它三个象限部位的冷速比与小冷床接触部位的冷速相对要慢一些,组织为铁素体+珠光体。贝氏体的比容要大于铁素体+珠光体的比容容31,因此,存在大量贝氏体组织的象限部位产生了较大组织应力,导致钢管发生弯曲。防止钢管弯曲须控制冷速均匀或调整钢管成分;保证钢管运行过程中移动顺畅,防止堆堆。 图255钢管弯曲宏观形貌 图2601弯管部位表面贝氏体组织(a)和正常部位铁素体+珠光体组织(b)形貌 图27中碳锰铬钢的C曲线 2.13 轧管内部存在夹杂物分层缺陷 宏观特征:管材进行质量抽检过程中,用超声波测厚仪测量钢管壁厚时发现管壁局部有“壁薄”现象,如壁厚7.72mm的钢管,一些“壁薄”部位测出的壁厚仅3mm-5mm(见图28)。 微观特征:在钢管测厚“壁薄”部位取样,首先将试样磨制横截面在金相显微镜下进行观察,发现试样上有多条长度在0.3mm一1.2mm左右的长短不一的B类夹杂物,它反映的是B类夹杂物的宽度;然后在试样横截面上观察到最长的夹杂物部位进行机械加工后再磨制纵向截面观察试样,结果发现试样上存在大量B类超长夹杂物,经能谱分析超长夹杂物的化学组成主要是是铝酸钙+少量(氧化镁、氧化硅、氧化铁)的复合氧化物(见图29)。由夹杂物的化学组成判断:该超长夹杂物是遗留在钢中的大型脱氧产物。 产生原因和改进措施:在用超声波测厚仪对正常无缺陷的钢管测量壁厚时,超声波从外壁进入到达内壁,然后从内壁返回到外壁,从而测量出钢管的实际厚度。对测厚仪测量出有“壁薄”缺陷的钢管定出的“壁薄”部位经卡尺测量并无明显的减薄现象,说明管体缺陷不是真正意义的“壁薄”缺陷,而可能是“其它类型的内部缺陷”。经分析所测管壁“壁薄”部位的壁厚方向不同部位存在大量的超长夹杂,这些超长B类夹杂的存在,相当于一些大大小小的非金属夹层存在于管壁中,超声波测厚时,遇到非金属夹层而产生“隔声层”、不能穿透管壁达到内壁,所以实际上测出的壁厚是钢管表面到夹杂物层间的厚度,而不是钢管的实际壁厚,从而造成成管壁厚减薄的假象。炼钢连铸相关部位通过采用适应新的生产节奏和生产工艺的耐火材料就可避免或减少此类外来夹杂物的产生。钙铝酸盐是脱氧产物,属内生夹杂。通过工艺调整、优化, 可将这种类型的大尺寸夹杂物充分上浮而排除。 图28 钢管测厚发现存在“壁薄”缺陷局部宏观形貌 图29 钢管测厚“壁薄”部位存在超长B类类杂物(a)和夹杂物成分能谱定性分析结果(b) 结束语 通过大量的分析研究发现无缝钢典型缺陷主要类型有:内外表面裂纹、内表面折叠、内外结疤、内外划伤、外表面麻面、内表面凸包、内外表面增碳开裂、脆性开裂、钢管内部分层、钢管弯曲等十几种。宏观和微观分析研究结果表明,无缝钢管典型缺陷的产生主要有两方面原因:一是管坯表面和内部缺陷所致;二是轧管过程工艺不当所致。分析研究结果为生产厂改进生产工艺、提高产品质量、减少废品数量、降低生产成本起到了重要指导作用。 生产中因连铸坯缺陷(如表面裂纹、气孔、渣孔,芯部裂纹、夹杂、缩孔等)和轧管工艺不当(如管坯加热不当、轧制工艺参数设计不合理、工模具表面质量不佳、孔型设计和调整不合理等)各种原因产生的典型缺陷对钢管的使用性能均有不利影响。对存在严重缺陷(如裂纹、折叠、结疤、轧破、凸包等)的钢管应予以切除或剔除。对内外表面存在较轻缺陷(如麻面、轻微划伤、轻微内外螺旋、辊印等)可采用砂轮修磨、喷丸、机械加工等方法将其彻底清除干净。 ( 参考文献 ) ( 成海涛, 无 缝钢管缺陷与预防(M).四川科学技术出版社,2007. ) ( 李代钟,钢中的非金属夹杂物(M).科学出版社,1983. ) ( 方鸿生,王家军,杨志刚等,贝氏体相变(M).科学出版社,1999. ) 利用金相显微镜、扫描电镜和能谱仪等分析手段对无缝钢管典型缺陷进行了分析研究,描述了典型缺陷的宏观特征和微观形貌。讨论了钢管典型缺陷的成因和危害,提出了改进措施。
关闭-
1/7
-
2/7
还剩5页未读,是否继续阅读?
继续免费阅读全文产品配置单


北京普瑞赛司仪器有限公司为您提供《无缝钢管中缺陷分析检测方案(金相显微镜)》,该方案主要用于钢材中缺陷分析检测,参考标准《暂无》,《无缝钢管中缺陷分析检测方案(金相显微镜)》用到的仪器有研究级倒置式材料显微镜Axio Vert.A1、检验级体视显微镜 Stemi 305、研究级偏光显微镜Axio Scope A1 pol。
我要纠错
推荐专场



立体显微镜、体视显微镜
更多




相关方案
 咨询
咨询