

方案详情文
智能文字提取功能测试中
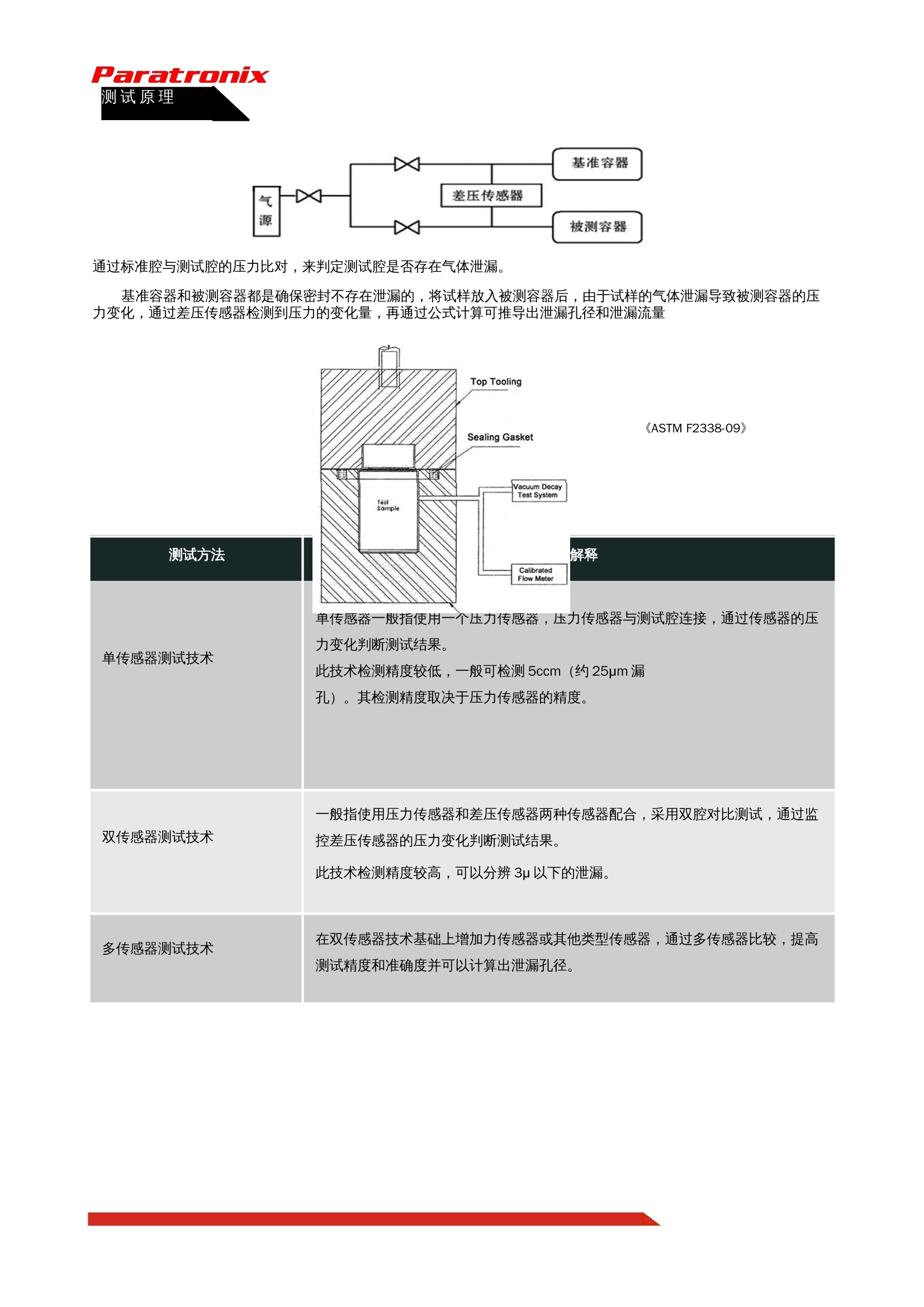
( 产 品 介 绍 ) ( MLT-V100 微泄漏无损密封测试仪 )MLT-V100 型微泄漏无损密封测试仪依据《ASTM F2338-2013 包装泄漏的标准检测方法-真空衰减法》 标准研发。专业适用于各种空的/预充式注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、奶粉罐体、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。 泄 漏 试 验 方 法 比 较 水浴法测试 比较项目 微泄漏检测 10~20μm 能够检测的最小孔径 <1μm可检出 >30s 测试时间 10s左右 感官试验,量化难 示值管理 量化 泄漏量、泄露孔径 重复性差 再现性 可进行数值再现 破坏试验 破坏/非破坏性 非破坏性试验 水(需要维护) 试验介质 空气 小泄漏不易发现 人为错误 数值管理,无需人工 可以定位漏点 漏点确认 不能确认漏点 执 行 标 准 《ASTM F2338-13 包装泄漏的标准检测方法-真空衰减法》 《USP1207美国药典标准 》 《药品GMP指南——无菌药品》11.1密封完整性测试 《中国药典》2020年版四部 微生物检查法 《化学药品注射剂包装系统密封性研究技术指南(试行)》 ( 山东普创工业科技有限公司 电话:0531-58531949 邮箱:info@paratronix.cn 网址: www.paratronix.cn ) ( 制造商保留提升产品性能和参数的权利 ) ( 测 试 原 理 ) 通过标准腔与测试腔的压力比对,来判定测试腔是否存在气体泄漏。 基准容器和被测容器都是确保密封不存在泄漏的,将试样放入被测容器后,由于试样的气体泄漏导致被测容器的压力变化,通过差压传感器检测到压力的变化量,再通过公式计算可推导出泄漏孔径和泄漏流量 《ASTM F2338-09》 测试方法 方法解释 单传感器测试技术 单传感器一般指使用一个压力传感器,压力传感器与测试腔连接,通过传感器的压力变化判断测试结果。 此技术检测精度较低,一般可检测5ccm(约25μm漏孔)。其检测精度取决于压力传感器的精度。 双传感器测试技术 一般指使用压力传感器和差压传感器两种传感器配合,采用双腔对比测试,通过监控差压传感器的压力变化判断测试结果。 此技术检测精度较高,可以分辨3μ以下的泄漏。 多传感器测试技术 在双传感器技术基础上增加力传感器或其他类型传感器,通过多传感器比较,提高测试精度和准确度并可以计算出泄漏孔径。 ( 软 件 功 能 ) 多级管理权限设置,使用者通过唯一账号密码登录,不同权限对应不同操作功能,符合国家药典相关规定。 设备内置三种校准程序,客户可对零点,流量和孔径进行对应的精确校准。任何一种校准方式都不需要外接传感器,本机可实现自由校准。 支持全键盘,字母,数字等多种输入方式 技 术 参 数 指 标 参 数 测试方法 压差真空、正压衰减 测试系统 多传感器技术 真空范围 0~-100kpa/0~-14.5PSI/-1~-1000mbar 测试精度 最小0.01CCM(直径约为1μm) 测试单位 mbar/pa/psi 测试时间 5-30s 操作界面 7寸液晶触摸屏 真空分辨率 1pa/0.01mbar/0.0001psi 数据转移 USB/485通讯 数据存储 Excel格式 管理权限 三级管理权限 安全密钥 有 测试参数存储 超过600组数据 (数据永久保存) 真空来源 外置电动真空泵 测试结果 通过/不通过自动判断 测试标准 ASTM F2338 外壳材质 工程塑料,不锈钢 外形尺寸 320×510×320mm 电源 100-240VAC宽电源 气源接口 φ6mm聚氨酯管 采集频率 50HZ 测试腔体 根据试样定制 打印配置 配置微型打印机(针式/热敏可选),可转存打印A4报告 仪器重量 约18kg 夹具配置 手动夹具,自动夹具 测试配置 实验室离线,抽样测试 ( 山东普创工业科技有限公司 电话:0531-58531949 邮箱:info@paratronix.cn 网址: www.paratronix.cn ) ( 制造商保留提升产品性能和参数的权利 ) 无菌西林瓶是医学临床中最常见的药品包装材料形式,如果无菌西林瓶发生了泄漏情况,那么药品肯定是要收到影响的。是什么原因造成的无菌西林瓶的泄漏呢?原因有很多,首先有可能是西林瓶本身瓶体的问题,玻璃瓶在加工运输过程中存在的裂痕、气泡及微孔等现象。其次有可能是胶塞本身的问题造成的泄漏,这种情况较少,但也存在于实际生产中。 那么,如何检测无菌西林瓶的泄漏?下面小编给大家介绍一款适合检测无菌西林瓶密封性的仪器——密封性测试仪/微泄露无损密封性测试仪,此款仪器主要适用于药品包装的密封性、密合性测试。密封性测试仪LT-02/微泄露无损密封性测试仪MLT-V100是山东普创工业科技有限公司根据多项国家标准及国际标准设计研发的一款检测无菌西林瓶的密封性测试仪。密封性测试仪LT-02测试原理:使浸在真空室水中的试样产生内外压差,观测试样内气体外逸情况,以此判定试样的密封性能;也可通过对真空室抽真空,使试样产生内外压差,观测试样膨胀及释放真空后试样形状恢复情况及液体渗入情况,以此判定试样的密封性能。 如何用LT-02P检测无菌西林瓶的泄漏?下面小编给大家讲解一下试验方法: 1)将负压桶内装入高于内盖(带孔盖)10mm的水; 2)将气源连接<压缩空气>接口,负压桶连接<真空输出>接口; 3)接通气源,调节调压阀,使进气压力保持在0.6-0.8Mpa之间,以保证试验稳定性; 4)接通电源,打开仪器右后侧开关,设备通电,此时保压时间和真空度表显示数值; 5)移去<真空度>表上的保护罩, 持续按住【▲】或【▼】,数字会快速跳动,接近所需值时松开,点动调至所需值(按【▲】或【▼】键时表下方的数字减小或增加0.1),停止按键后屏幕出现P-1与数字交替闪动,等待数秒,待数字停止闪动后,设定完成; 6)设定<保压时间>,按【>】键选择数位,按【Λ】键,设定至所需数值(此键循环),等待数秒,待数字停止闪动后,设定完成; 7)设定完成后,将密封好的白酒瓶试样用内盖压在水下,盖好桶盖(为保证密封效果,向密封圈上洒少许水); 8)按下<启动>按钮,仪器自动开始试验,<真空度>达到设定值时,<保压时间>开始计时,保压过程中观察桶内调味瓶试样的密封性能,做出判断(单个孤立气泡一般不视为泄漏); 9)到达保压时间后,仪器自动泄压,试验完成。 西林瓶是现在无菌粉药品主要采用的包装形式,使用量较大。随着制药行业的不断发展,药厂希望产品快速上市的同时,能够节约生产运行成本。多种剂型、多种规格西林瓶产品如何更经济、更快速地生产成为了一个新的课题。山东普创工业科技有限公司从生产工艺角度考虑,为药厂、包材厂提供一个合理的,严谨的药包材质量控制整体解决方案。
关闭-
1/4

-
2/4
还剩2页未读,是否继续阅读?
继续免费阅读全文产品配置单

山东普创工业科技有限公司为您提供《西林瓶等药用包装中密封性检测方案(密封试验仪)》,该方案主要用于包装中前处理检测,参考标准《暂无》,《西林瓶等药用包装中密封性检测方案(密封试验仪)》用到的仪器有普创-MLT-V100-正负压一体无损密封检测仪。
我要纠错
推荐专场



相关方案
 咨询
咨询