


雾非雾
第1楼2013/02/06
一台工作中的D-Shape型3D打印机。在月球上使用的打印机会更具有灵活性。
使用3D打印机在真空环境下打印混凝土和在地球上打印的区别非常大。研究小组已经做过相关实验,使用模拟月球岩石材料在真空膛内来寻找实用的建造方法。出现的主要问题是,混凝土是由液态原料凝固而成,而在真空环境下没有保护的液态原料会直接汽化。而研究人员发现,如果把3D打印机的喷嘴设在风化层下,毛细作用力会让足够的液态原料就位。
下图为一个重1.5吨的示范建筑块,由采自意大利火山的仿月球岩石。建筑块的蜂窝状设计能够在建筑强度和建筑重量之间达到一个完美的平衡点。图片由欧洲航天局提供。
有3D打印月球基地想法的也不只欧洲航天局。2011年,美国宇航局发布了的一些图片也透漏了其类似想法,即设想在宇航员到达月球之前,使用带有建造功能的探测车先把月球基地的地基自动建好。换句话说,让机器人把艰苦、高危的建筑工作首先完成,相关环境基本构建好后再由人类闪亮登场。
雾非雾
第5楼2013/02/10
探秘中国激光精密增材成形(3D打印)技术原理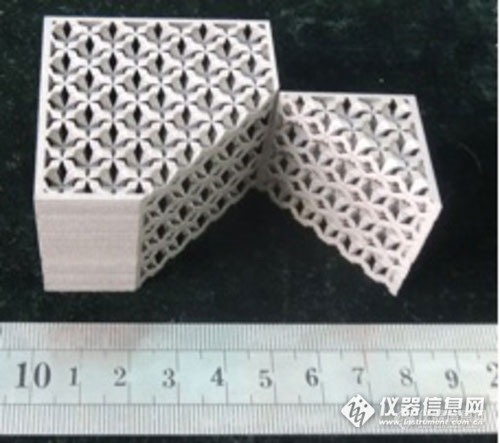
为满足极端载荷工况,航空发动机、飞机等武器装备大量采用结构-功能一体化设计的复杂型腔构件,对传统开模具以及去除式制造技术提出新挑战。譬如,轻质点阵夹芯(见图)、空间曲面多孔结构、封闭多流道等复杂构件采用传统制造技术难以实现,而且研制任务重。如何实现新型航空设计的制造和打开其“设计束缚”的枷锁,迫切需要根据3D数模无需模具、快速响应直接制造复杂结构件的增材制造技术。
根据材料在沉积时的不同状态,金属激光增材制造技术可以分为二大类:第一类,金属材料在沉积过程中实时送入熔池,这类技术以激光近净成形制造(LENS)、金属直接沉积(DMD)技术为代表,由激光在沉积区域产生熔池并高速移动,材料以粉末或丝状直接送入高温熔池,熔化后逐层沉积,称之为激光直接沉积增材成形技术,该技术只能成形出毛坯,然后依靠数控加工达到其净尺寸;第二类,金属粉末在沉积前预先铺粉,这类技术以金属直接激光烧结(DMLS)、选区激光熔化(SLM)为代表,粉末材料预先铺展在沉积区域,其层厚一般为20~100μm,利用高亮度激光按照预先规划的扫描路径轨迹逐层熔化金属粉末,直接净成形出零件,称之为激光精密增材成形技术。
激光精密增材成形技术原理,是一种基于离散堆积成形思想的先进增材制造技术,无需模具,通过把零件3D模型沿一定方向离散成一系列有序的微米量级薄层,以激光为热源,根据每层轮廓信息逐层熔化金属粉末,直接制造出任意复杂形状的净成形零件,特别适合曲面型腔、悬空薄壁以及变截面等复杂结构制造,无需数控加工,仅需热处理和表面光整零件即可使用。该技术可解决复杂金属构件的难加工、周期长等技术瓶颈,可制造出传统方法无法加工的复杂零件,具有大幅减少制造工序、缩短生产周期、降低成本等特点。
雾非雾
第6楼2013/02/10
激光精密增材成形技术的发展历程从低熔点非金属粉末烧结、低熔点包覆高熔点粉末烧结、高熔点粉末直接熔化成形等阶段。由美国德克萨斯大学奥斯汀分校的Carl R.Deckard在1986年最早申请专利,1988年研制成功了第一台激光增材制造设备,由DTM公司将其商业化,推出SLS Model125成形机,推出了Sintersation系列成形机。随后德国、英国、中国等国家成立一批激光粉末烧结公司,推出各自的烧结设备。
21世纪之前,激光精密增材成形主要用于蜡模、砂模等制造,为精密铸造提供模型;为成形金属零件,早期采用低熔点金属或有机黏结材料包覆金属材料,在加工过程中,低熔点材料熔化或部分熔化,但熔点较高的金属材料并不熔化,而是被熔化或部分熔化的低熔点材料包覆黏结在一起,从而形成类似于粉末冶金烧结坯件一样的原型。这种原型表面粗糙,疏松多孔,力学性能差,常常还需要经过高温重熔或渗金属填补孔隙等后处理以后才能使用。由于受CO2激光、YAG激光束流品质限制,前期金属激光精密增材成形致密度较差,难以满足复杂薄壁结构制造需求。
随着高亮度光纤激光出现,国外金属激光精密增材成形技术发展突飞猛进。近几年来,英国、德国、法国、美国、瑞典等国外发达国家先后开发GH4169、AlSi10Mg、CoCr、TC4等合金金属复杂结构的激光精密增成形设备,并开展应用基础研究。国外著名罗罗、GE、普惠、MTU、波音、EADS、空客等航空航天武器装备已利用此技术开发商业化的金属零部件。
中航工业制造所激光增材制造专业建立上世纪90年代后期,最初主要开展有机材料和覆膜陶瓷的激光快速原型技术研究。进入21世纪,尤其是“十一五”以来,激光增材制造技术获得了长足发展,研究团队不断发展壮大,重点突破了金属零件激光精密增材成形技术和装备研究。面对激光精密增材成形过程粉末球化、零件变形、设备故障、工艺不稳定等各种技术难题,激光增材成形团队针对各个难题分析其原因,抓住主要因素,从材料、软件、设备和工艺方面采取措施,历经磨难,坚韧不拔,研制出国内最大的激光精密增材成形的空间曲面多孔金属件。该团队几乎从零开始,突破了原材料、成形工艺、后续热处理、表面处理等零件整个研制工序,与设计单位共同编制和制定了金属零件的激光精密增材成形的材料和制件技术条件以及相关工艺规程和规范,为该技术在型号产品上应用奠定了坚实基础。
激光精密增材成形为解决复杂金属件制造瓶颈提供一种新方法。譬如,多孔结构件曾采用电加工、数控切削等多种传统制造技术进行试制,无法满足设计要求,已成为制约研制进程的制造技术瓶颈。针对该零件制造技术难题,中航工业制造所一边解决激光选区熔化成形设备关键难题,一边解决软件、材料和工艺等方面关键技术难题,建立国内最大的金属激光精密增材制造平台,解决了制约型号研制进程的制造技术瓶颈。激光精密增材成形技术打开了“航空设计”受制造束缚的枷锁。
产品创新是我国制造行业可持续发展的基础,而精密增材成形技术对新产品的开发速度和质量将起到十分重要的作用。激光精密增材成形技术开创了一个崭新的设计、制造概念。它以相对低的成本、高速造型、可修改性强的特点,独特的工艺过程,为提高产品的设计质量、降低成本、缩短设计及制造周期,为将产品尽快推向市场提供了有效的方法,尤其适合于复杂形状的零件。激光精密增材成形技术在航空航天、核工业、兵器等新型号研制、现役型号技术升级具有广阔的应用前景,还可应用于电子器件、生物植入、能源等我国战略新兴产业领域,对加快我国产品升级换代、坚持自主创新和转变经济发展方式具有长远战略意义。 (中航工业制造所 李怀学)
雾非雾
第8楼2013/02/18
3D打印战略规划将公布民用市场或迅速崛起
http://www.instrument.com.cn/news/20130217/091854.shtml

































