摘要:为了满足低压渗碳工艺中对真空度精密控制的要求,本文提出了相应的解决方案,其中包括增加一个混气罐用于渗透气体混合、采用上游和下游形式的动态控制方法和真空度与温度同时配合控制方法,由此可实现渗透工艺中真空度和温度的快速和精密控制。
一、问题的提出
低压渗碳又称为真空渗碳,是在低压真空状态下,向高温炉内通入渗碳介质进行快速渗碳的工艺过程。真空渗碳工艺可分为一段式、脉冲式、摆动式几种形式,其中真空度、温度和渗碳时间等随具体要求的不同会发生相应变化,特别是真空度会随着温度变化发生剧烈变化。因此在真空渗碳工艺中,真空度控制方面需要解决以下几方面的问题:
(1)真空度的快速精确控制问题,如定点控制、程序控制和快速脉冲控制,都要求真空控制系统具有较高的响应速度和控制精度。特别是在真空度全量程范围实现精密控制,势必要根据不同量程采用不同的真空度传感器和相应的上游和下游控制模式。
(2)真空度和温度的同时控制问题,这是渗碳是在高温环境下进行,要求真空度和温度的同时协调控制。
为满足低压渗碳工艺中对真空度精密控制的要求,本文提出了真空度精密控制解决方案,并采用双通道PID控制实现温度的同步控制。
二、解决方案
低压渗透工艺中的真空度和温度控制系统,其整体结构如图1所示。
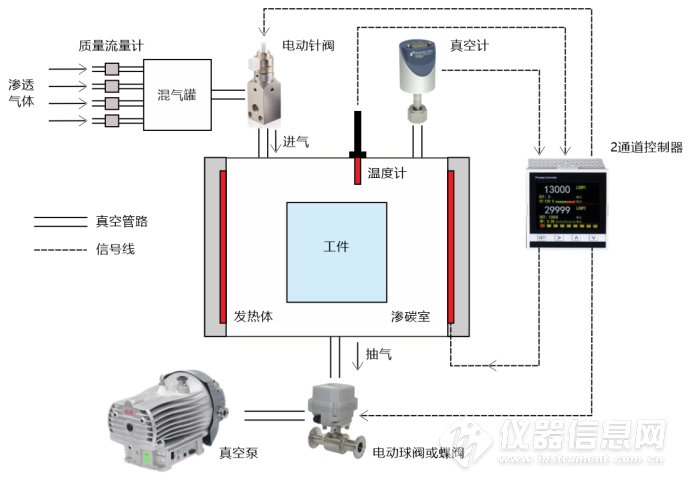
图1 低压渗碳工艺中的真空度和温度控制系统结构示意图
真空度精密控制的基本原理是动态控制方法,即根据控制设定值和真空计测量值,分别调整渗碳室的进气流量和排气流量,使这进出流量达到动态平衡。如果要进行自动化控制,则需采用PID控制算法和相应控制器。
如图1所示,本文提出的真空度精密控制解决方案就是采用了动态控制方法,采用电动针阀调节进气流量,采用电动球阀或电动针阀调节抽气流量,真空泵用作真空源,整个真空度的自动控制采用了PID控制器。
对于不同的低压渗碳工艺,其真空度的控制范围为1Pa~100kPa范围。因此在具体工艺中,不同真空度范围内的控制需要采用不同的动态控制模式。对于1Pa~1kPa高真空区间内的真空度控制,采用固定抽气流量、调节进气流量的上游控制模式;对于1kPa~100kPa低真空区间内的真空度控制,采用固定进气流量、调节抽气流量的下游控制模式。
如图1所示,为了实现对进气流量的调节和控制,在渗碳室的进气端增加一个混气罐,采用气体质量流量计分配各种渗透气体进入混气罐,混合后的渗透气体再通过电动针阀进行流量调节和控制。
为了同时实现温度控制功能,本方案采用了双通道的PID控制器,一个通道用来控制真空度,另一个通道用来控制温度。此双通道PID控制器如图2所示。此PID控制具有24位A/D和16位D/A,具有47种(热电偶、热电阻、直流电压)输入信号形式,可连接各种真空度和温度传感器进行测量、显示和控制。2路独立测量控制通道,两线制RS485,标准MODBUSRTU 通讯协议。

图2 VPC2021系列双通道PID控制器
为实现真空度控制过程中的高精度调节,采用了数控步进电机进行精细调节的电子针阀,如图3所示。此系列数控针阀的磁滞远小于电磁阀,并具有1秒以内的高速响应,特别是采用了氟橡胶(FKM)密封技术,使阀具有超强的耐腐蚀性。与数控电子针阀配备有一个步进电机驱动电路模块,给数控针阀提供了所需电源(24VDC)和控制信号(0~10VDC),同时也可提供 RS485 串口通讯的直接控制。

图3 NCNV系列电动针阀
对于较大口径的抽气管路,本方案采用了微型电动球阀,如图4所示。此系列的电动球阀是一种小型电动阀门,阀门开度可根据控制信号(0~10VDC)的变化连续调节,最快开启闭合时间小于7秒,也可达到小于1秒的开启闭合时间,其执行器和阀体的一体化设计,减小了外形体积,价格低廉,常安装在密封容器和真空泵之间用于调节抽气速率。

图4 LCV-DS系列电动球阀
总之,通过本文所述的解决方案,低压渗碳工艺中的真空度控制精度在全量程范围都可以达到1%,同时还可以进行相应的温度控制。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~



































