常用设备综合讨论
~~~~~~~~~~~~~~~
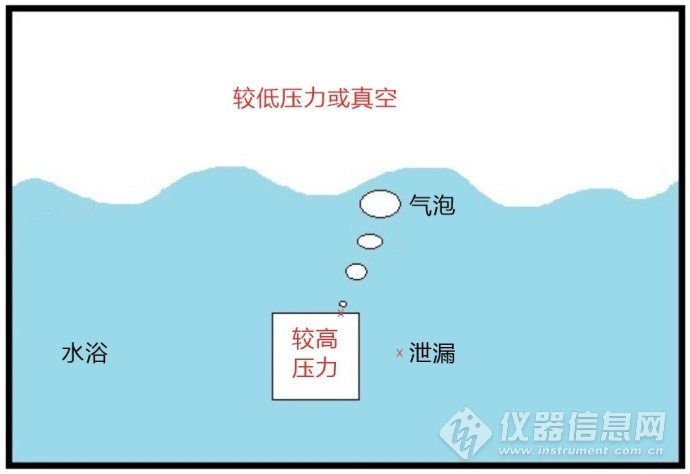
图1 气泡泄漏检测方法基本原理
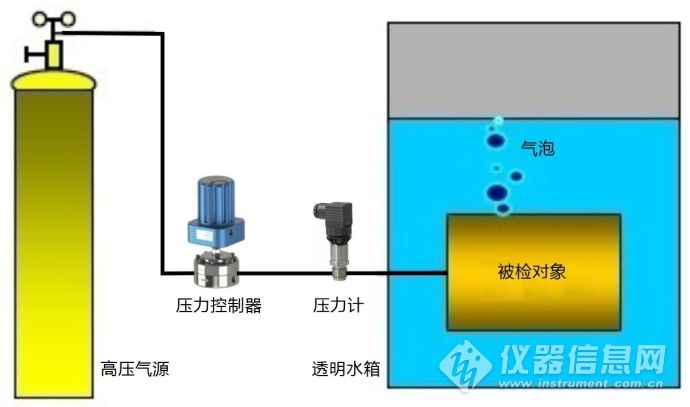
图2 气泡法内部加压检漏装置结构示意图
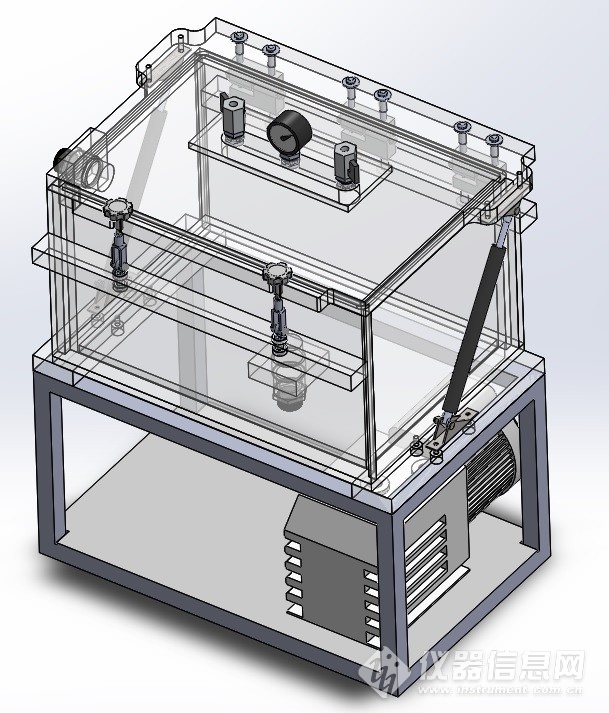
图3 气泡法外部真空检漏装置
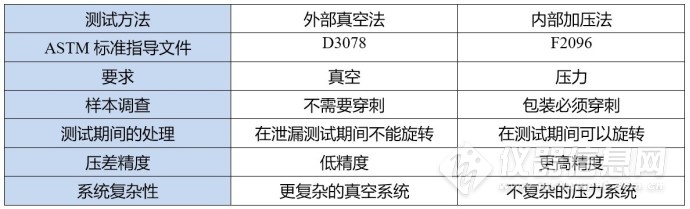
表1 两种气泡法检漏技术对比
附件:
品牌合作伙伴
执行举报