推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 金牌21年
金牌21年
 400-860-5168转0668
留言咨询
400-860-5168转0668
留言咨询
 400-659-9826
留言咨询
400-659-9826
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




[table][tr][td][url=https://std.samr.gov.cn/gb/search/gbDetailed?id=91890A0DA65580C6E05397BE0A0A065D][color=#0a5ca8]GB/T 3323.1-2019[/color] 焊缝无损检测 射线检测 第1部分:X和伽玛射线的胶片技术[/url][/td][/tr][/table]资料中心的GB/ 3323.1实际为.2部分。[table][tr][td][url=https://std.samr.gov.cn/gb/search/gbDetailed?id=91890A0DA65580C6E05397BE0A0A065D][color=#0a5ca8]GB/T 3323.1-2019[/color] 焊缝无损检测 射线检测 第1部分:X和伽玛射线的胶片技术[/url][/td][/tr][/table]
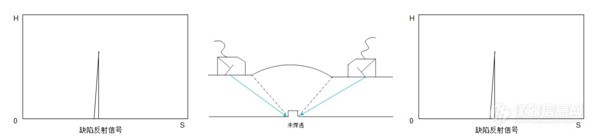
[align=center][b]SGS解读:焊缝超声波检测中缺陷定性方法研究[/b][/align][align=center]作者:牟永田 季伟[/align][b]摘要:[/b]在焊缝超声检测中如何准确区分和判定点状缺陷和线型缺陷、如何判定缺陷的性质对于有效控制焊接质量和提升质量管理水平有着有效的帮助。一旦一个信号被认为是缺陷显示,我们可以通过信号形状、尺寸、动态波形、缺陷在焊缝中的位置来预判缺陷的类型和解释缺陷的性质。[b]关键词:[/b]回波信号;波幅;环绕扫查;旋转扫查[b]前言:[/b]在焊缝A型扫描超声检测执行的诸多标准中,只针对缺陷回波信号幅度做了验收的要求,都没有针对指示长度大小对点状缺陷或线型缺陷做出明确的区分说明。以NB/T47013-2015为例,附录H中回波动态波形对点反射体和各种大平面反射体的波形模式做了简单的说明,但由于缺陷对超声波的反射特性不仅与缺陷的走向、几何形状、超声波传播方向上的厚度、缺陷表面的粗糙度、缺陷的种类和性质等有关,而且与检测人员工作经验和产品的制作工艺过程有关。定性结果的准确性往往受检测人员的主观因素影响,不同检测人员对同一缺陷的评定结果可能会产生较大的偏差。因此,利用波形模式的不同区分点状缺陷和线性缺陷并进行定性很难推广应用。如何准确判断检测过程中的缺陷性质一直是一个难点。诸多的国内外标准中多以反射信号的高低和大小来判定其危害的大小,然而实际经验证明某些线型缺陷的回波信号幅度及时没有超出标准规定的验收极限,其危害却远远大于超出验收标准的点状缺陷。因此,在焊缝超声检测中如何准确区分和判定点状缺陷和线型缺陷、如何判定缺陷的性质对于有效控制焊接质量和提升质量管理水平有着有效的帮助。下面我们就简单介绍一下如何根据反射信号对缺陷做出解释和定性。多个信号经常来自多个小面或多个缺陷,如裂纹、气孔、或夹渣处产生。裂纹的反射信号通常比气孔、夹渣高(尺寸、灵敏度、声程都相同),当探头旋转时,信号将增高或降低。如果探头围绕缺陷旋转,裂纹的信号将降低,气孔或夹渣的信号则可能不变,因为气孔或夹渣是体积型缺陷件。先前提到的缺陷信号位置对于决定缺陷类型很重要,以下是焊缝中常见缺陷的定性方法。[b]1根部缺陷1.1未焊透[/b]来自焊缝两侧的高波幅的角反射信号,旋转扫查时信号迅速减小,显示是在根部的深度,宽度和根部间隙宽度一样,且不重叠。如图I所示:[align=center][img=,596,137]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021603192123_8351_2883703_3.jpg!w596x137.jpg[/img][/align][align=center]图I[/align][b]1.2根部未熔合[/b]焊缝有缺陷的那侧有高波幅的信号,在旋转扫查时迅速降低,位于构件的底部。(有许多来自焊缝根部焊道的信号也是如此,特别是使用小角度斜探头时,如45°探头)如图II所示:[align=center][img=,596,137]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021603368043_5929_2883703_3.jpg!w596x137.jpg[/img][/align][align=center]图II[/align]在另一边观察来自根部焊道的信号,在移动探头时观察信号幅度的变化,两边是不同的。未熔合声束的声程略大于正常的底波反射路程。由于垂直定向,根部未熔合的尖端不可能从这边观察到。[b]1.3根部裂纹[/b]不规则的裂纹和方向,通常可以在焊缝两侧看见高波幅的多个端角反射。如果裂纹有垂直高度,在用斜探头扫查缺陷深度时,会看见有移动特征的信号。由于裂纹是不规则的,信号会随着探头的转动或高或低。根部焊趾裂纹位于焊根趾部,中心裂纹则位于焊根中心。如图III所示:[align=center][/align][align=center][img=,690,215]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021604096306_1402_2883703_3.jpg!w690x215.jpg[/img][/align][align=center][img=,394,299]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021604235393_1659_2883703_3.jpg!w394x299.jpg[/img][/align][align=center]图III[/align][b]1.4根部咬边[/b]缺陷信号振幅大小取决于咬边的严重程度,即很可能是相对低的信号,也可能是很高的信号。然而,与咬边回波一起出现的还有来自根部焊道的信号(见图IV)。如果咬边仅是像显示在图中的焊缝一侧的那样,从另一面检测根部区域,很可能通常只能观察到正常的根部焊道的反射。[align=center][img=,617,147]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021604484705_7372_2883703_3.jpg!w617x147.jpg[/img][/align][align=center]图IV[/align][b]1.5过熔透[/b]焊缝两侧根部焊道的信号超过正常的声束路程长度且位置交叉,更斜的探头(如35°或45°)有最好的效果。如果焊缝磨平,0°探头应该有最好的效果。如图V所示:[align=center][img=,617,147]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021605115383_9416_2883703_3.jpg!w617x147.jpg[/img][/align][align=center]图V[/align][b]1.6根部凹陷[/b]焊缝两侧的信号幅度低,绘制声束路径,发现其小于板材厚度,信号无交叉,这与过熔透的情况恰好相反。[b]2焊缝区的缺陷2.1坡口未熔合[/b]在全跨距“a”位置和半跨距“c”位置得到高波幅信号,来自“b”位置和“d”位置(当探头声束不垂直于缺陷,更低的波幅信号将从“a”和“c”位置出现)则得到低波幅信号或无信号(取决于缺陷的方向)。横向扫查测量缺陷长度的尺寸是,波幅应保持不变。旋转或者环绕扫查时,波高迅速降低。层间未熔合(位于焊道之间)的反射信号与上述相似,可能在焊缝中的任何地方,当探头声束与缺陷的主平面垂直时,反射波最强。如图VI所示:[align=center][img=,690,228]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021606024193_2555_2883703_3.jpg!w690x228.jpg[/img][/align][align=center]图VI[/align][b]2.2夹渣[/b]由于是体积型缺陷,可以从所有能检查的位置和方向检测到。信号包含多个次波和一个粗糙的波峰。移动探头(当后沿升高时,信号的前沿下降,反之亦然)时信号明显滚动。理论上可以被任何斜探头检测到。如图VII所示:[align=center][/align][align=center][img=,617,137]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021606360293_7967_2883703_3.jpg!w617x137.jpg[/img][/align][align=center]图VII[/align][b]2.3簇状气孔或大量的小的夹杂[/b]由于也是体积型缺陷,要从所有能检测的位置和方向检测。由于占有较宽的时机线上的多个信号的衰减,所以信号很低。环绕扫查时信号不变。如图VIII所示:[align=center][img=,617,137]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021607355763_4632_2883703_3.jpg!w617x137.jpg[/img][/align][align=center]图VIII[/align][b]2.4裂纹[/b]裂纹可以出现在焊趾、热影响区或焊缝中心线上,也可能出现在根部。来自这些位置的裂纹信号与根部的一样(见前述根部裂纹的解释)。裂纹的方向对信号的幅度和宽度有影响。如果裂纹的平面垂直于声束,那么会出现一个高而窄的信号,可以看见一组信号。如果裂纹的平面与声束有一个夹角,那么会出现一个低的波幅,也可以看见一组信号(形状与群孔很相似)。旋转扫查时信号会忽高忽低,环绕扫查时信号将消失。虽然许许多多的无损检测前辈们经过不断的努力,总结出了许多有价值的经验,并做了大量的解剖试验来验证,但是在实际检测中超声检测的定性仍然存在相当大的困难。这主要是由于缺陷对超声波的反射取决于缺陷的取向、形状、相对声波传播方向的长度和厚度、缺陷表面粗糙度、缺陷内含物以及缺陷的种类和性质等等。在超声检测时所获取的声波信号是一种综合响应。根据动态波形判定缺陷性质只是一种通用的方法,有时还要具体分析焊缝的工艺流程或是借助其他检测方法辅助判断。[b]参考文献:[/b]【1】:国防科技工业无损检测人员资格鉴定与认证培训教材,编审委员会编。超声检测。北京:机械工业出版社,2005.【2】:NDT全国特种设备无损检测人员资格考核统编教材,中国特种设备检验协会组织编写。超声检测。北京:中国劳动社会保障出版社,2008。【3】:美国无损检测学会。美国无损检测手册(超声卷)。世界图书出版公司,1996。【4】:中华人民共和国能源行业标准,全国锅炉压力容器标准化技术委员会主编。承压设备无损检测。北京:新华出版社,2015。
随着超生检测又被重视,超声检测渐渐取代射线的主位置,射线检测很快退居二线。请问专家们射线检测能有多久的主作用?以前是100%射线的,因为要节约成本,现在都改为100%手工超声+20%射线。中物检测-专业无损检测系统解决方案服务商










 我要推广仪器
我要推广仪器
 下载APP
下载APP