推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




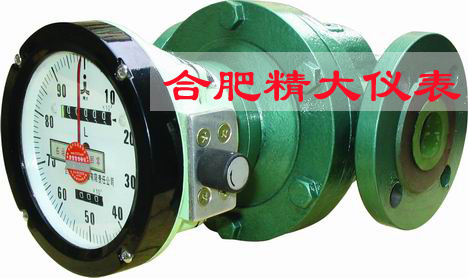
椭圆齿轮流量计又称排量流量计,属于容积式流量计一种,在流量仪表中是精度较高的一类。它利用机械测量元件把流体连续不断地分割成单个已知的体积部分,根据计量室逐次、重复地充满和排放该体积部分流体的次数来测量流量体积总量。椭圆齿轮流量计可以选用不同的材料(铸钢、不锈钢和316)制造,适用于化工、石油、医药、电力、冶金和食品等工业部门的流量计量工作。工作原理工作原理 在仪表测量室进出口两端液体压差的作用下,一对椭圆齿轮在轴上不停地转动并排出液体,测出椭圆齿轮的转数即可知道流经仪表液体的总值。 仪表特点 测量精度高、流量范围宽、重复性好; 螺旋转子转动均匀、震动小、寿命长; 对被测液体的粘度变化不敏感,尤其适合于粘度较高液体的测量; 结构简单、外形尺寸小、重量轻; 安装容易,表前不需要安装直管段。
齿轮测量机又称为齿轮测量仪,是用于测量圆柱齿轮或齿轮刀具的渐开线齿形误差和螺旋线齿向误差的测量仪器。齿轮测量机的主机结构、部件先进,测量精度高。主机外形美观,结构稳定。齿轮测量机采用大理石平台、美观不变形。采用高精度测头、示值稳定,用户可根据实际情况选择测量项目。齿轮测量机可以进行齿廓公差带、齿廓凸度、螺旋线公差带、齿向鼓度等项目的评定。 齿轮测量机采用基圆分级调整式测量原理,包流量单盘式仪器传动链短、精度稳定可靠和对环境温度要求不高的特点,测量主机采用四坐标测量系统,主轴采用力矩式直驱电机、进口长光栅、圆光栅传感器作为位置传感器,形成全闭环反馈控制,提高了系统的测量精度。齿轮测量机采用了电子测量记录系统将误差记录成曲线图,图形清晰、准确。操作方便,由计算机控制测量过程自动完成,测量效率高。 齿轮测量机可测量渐开线圆柱齿轮的齿廓偏差、螺旋线偏差、齿距偏差、径向跳动,以及剃齿刀、插齿刀的齿廓偏差、齿距偏差、径向跳动。齿轮测量机可广泛适用于汽车、航空航天、拖拉机、通用机械、机床工具、仪器仪表、机器制造、国防工业等科研部门及工厂计量室、车间检查站。
涡轮流量传感器可测量液体的瞬时流量和累计体积总量,也可以对液体定量控制。传感器具有精度高、寿命长、操作维护简单等特点,广泛用于工厂、油田、化工、冶金、造纸等行业,是流量计量和节能的理想仪表。气体涡轮流量计作为目前流量测量的主要方法之一,具有众多的测量优势,在此我们将简单的介绍下它的特点和应用场合。气体涡轮流量计测量准确度高,复现性和稳定性好,量程范围宽,线性度好,耐压高,压力损失小;抗干扰能力强,信号便于远传;结构简单,安装维修方便;如发生故障,不影响管道介质输送。耐腐蚀性好。由于其众多的优点,流量计被广泛应用于原油、天然气、有价流体的贸易结算中,也可以应用在产品的生产过程控制,作为控制系统的反馈信号的提供者和控制者。由于其重复性和复现性好的特点,故能作为标准表流量校准装置的标准流量计,或者作为流量标准装置的期间核对标准表。国际国内的量质比对也经常用涡轮流量计作为传递标准。其主要的应用概括如下:贸易计量,天然气输配管网、城市燃气等;过程控制,石油化工、电力、工业锅炉等;标准装置的标准表,通常要求准确度等级不低于0.2级。但其仍有一些无法避免的缺点,不能长期保持校准特性,需要定期校验;对介质洁净度要求较高(可以加装过滤器);流量计受来流流速分布影响较大(可以加装流动调整器)。随着技术水平的不断增高,其缺点正在被人们以技术的手段不断的完善解决。










 我要推广仪器
我要推广仪器
 下载APP
下载APP