推荐厂家
暂无
暂无




裂纹形态不同,应该说形成原因肯定是不同的。但分析证明,通常是几种因素共同作用的结果。另外,经常发现在一个钢坯表面上几种缺陷共存,由此可见,形成原因就更加复杂了。综合分析,产生钢坯表面缺陷有四种可能的因素或环节,一是钢锭质量,包括冶炼质量和钢锭表面质量;二是钢锭热送时间长短的影响;三是加热温度、升温速度、保温时间和炉温均匀程度的影响;四是轧制方法的影响。钢锭质量是钢坯表面缺陷最主要的影响因素,而钢锭中气体含量的影响尤为重要。原材料干燥不良,或者雨季炼钢是造成钢中气体含量较高的直接原因,CO和O2在浇注中从钢液逸出滞留在钢锭的表面或浅表面,形成气泡,钢锭在加热中气泡被烧穿,轧制后产生裂纹,钢坯上常见的细、密、短、浅“束状”裂纹,通常称为发裂或发纹,就属此种缺陷。在所有种类的表面缺陷中发纹最多,最常见。氢也是钢坯、锻件表面质量或内部质量的最大威胁,超级白点导致的异常脆性断裂主要是氢含量超标造成的。氢含量达到一定值时,在一定温度下或放置一定时间,由于钢中氢的聚集产生氢脆导致钢锭纵裂,锻件内产生白点缺陷。 夹杂物和夹渣的影响。分析证明,夹杂物是产生钢坯热裂纹的主要内在因素,由于大颗粒夹杂物破坏了金属的热塑性,导致“结疤”缺陷的实例也是常见的。如果在浇注中因浇注速度不均,或钢液有翻花现象,将保护渣卷入钢液并凝结在钢锭的浅表面,就会在轧制时产生“结疤”表面缺陷。检验中,在“结疤”壁上发现了保护渣的主要成分:FeO·SiO2,CaO·Al2O3,Cr2O3·MnO·K2O是最有力的证明。 钢锭模表面质量对钢锭表面影响也不容忽视,模壁清理不干净、钢锭粘模、钢锭模使用末期可能使钢锭表面产生麻坑、折叠等缺陷。较深的麻坑在钢锭加热时不能完全变成氧化铁皮脱掉,也会产生发裂表面缺陷。首钢特殊钢厂在钢锭上进行钻孔实验,以确定钢锭表面凹坑深度、形状、位置与钢坯发裂间的关系,证明了压缩比对麻坑产生裂纹的影响起着较大作用。
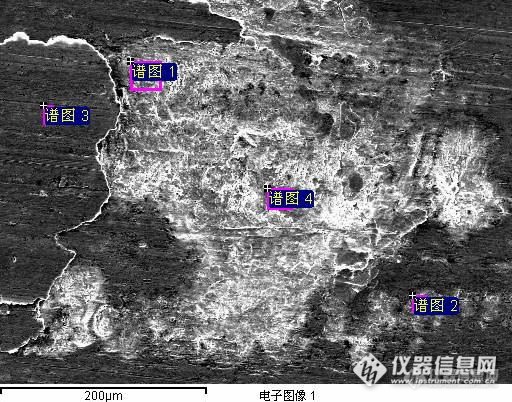
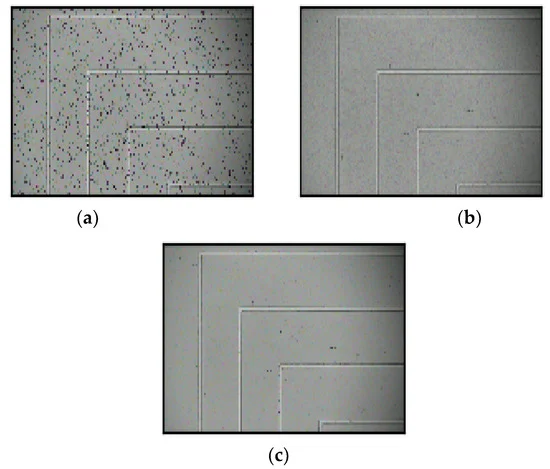
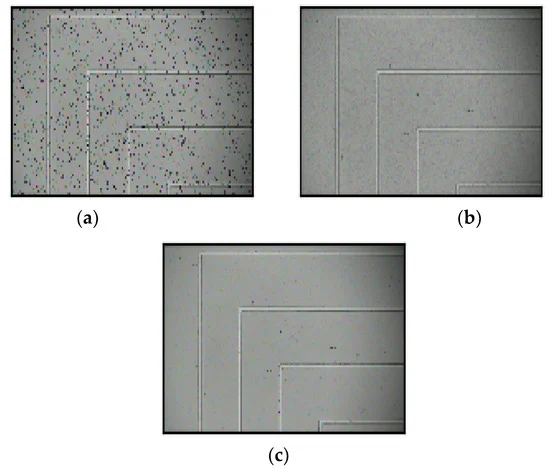
冷轧板表面缺陷分析06Cr13热轧钢带,冷轧、退火后板面存在凹坑和线状缺陷。对送检的缺陷试样进行系统分析,确定缺陷形成原因。1、试验方法对送检的冷轧板表面缺陷部位进行宏观形貌分析;选取典型部位截取试样进行金相分析和利用扫描电镜能谱分析。2、试验结果2.1宏观分析结果对送检的试样进行宏观分析,发现钢板表面存在沿轧制方向分布的凹坑缺陷和线状缺陷,见图1。凹坑状缺陷面积较大,沿轧制方向断续分布,在凹坑缺陷附近有的钢板表面已破裂。线状缺陷宽度在1mm左右,表面凹凸不平,有手感。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311424_530583_1722674_3.jpg图1 板面缺陷宏观形貌2.2金相分析结果磨制纵向试样进行夹杂物评级,经分析发现试样中主要为氧化铝类夹杂物,级别为B1.5级。经苦味酸盐酸酒精溶液侵蚀后,组织为铁素体和碳化物,晶粒度8.5级。2.3扫描电镜分析结果2.3.1凹坑缺陷电镜分析结果扫描电镜下观察凹坑缺陷部位主要有凹坑和块状物质,且块状物质与钢板基体边界清晰,凹坑底部较光滑有明显的碾压压变痕迹,见图2。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311435_530591_1722674_3.jpg 图2 凹坑缺陷部位电镜下形貌对凹坑缺陷附近的块状物质进行能谱微区成分分析,结果见表1。由表1可知块状物质的成分与基体成分没有明显的差别。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311435_530592_1722674_3.jpg 图3 能谱分析图表1能谱分析结果 谱图OSiClCaCrMnFe总的谱图 15.780.550.2511.640.6381.15100.00谱图 210.030.630.250.5912.2076.29100.00谱图 33.060.7112.5983.64100.002.3.2线状缺陷电镜分析结果在电镜下可清晰看到线状缺陷部位钢板的表层一侧与基体相连,一侧已经于基体分离,且局部表皮破损,见图4。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311437_530593_1722674_3.jpg图4线状缺陷电镜下形貌对线状缺陷表皮破损部位进行能谱分析,结果见表2[size=14.0p
![【原创大赛】[微观看世界]冷轧板表面缺陷分析](https://ng1.17img.cn/bbsfiles/images/2013/11/201311132359_477090_1761902_3.jpg)
我的学习总结——冷轧板表面缺陷分析 针对钢厂冷轧生产线出现的表面缺陷问题,项目组做了多次大量的分析工作。我也参加到了大部分的取样、分析工作中去。关于轧材这部分工作对于我来说比较陌生,以前几乎没有接触,通过实践与学习的结合,我感觉很有收获,对于一些缺陷的辨别、分类以及可能的产生原因都有了一定的认识,更重要的是,通过这些工作,我初步掌握了对这类问题的研究思路。以下列出在具体分析工作中碰到的一些典型缺陷。(1)表面划痕。目前发现的表面划痕一般平行于轧制方向,缺陷宽度小于5mm,长度多在10~1000mm;颜色呈灰白色或黑色;缺陷出现的部位一部分在板宽中部,一部分出现在板的边部。下图1为表面划痕的宏观照片:http://ng1.17img.cn/bbsfiles/images/2013/11/201311132344_477077_1761902_3.jpg图1冷轧板表面划痕http://bbs.instrument.com.cn/xheditor/xheditor_skin/blank.gifhttp://bbs.instrument.com.cn/xheditor/xheditor_skin/blank.gif 截取上图中框选位置进行扫描电镜及能谱分析后发现,缺陷表面为一层很薄的金属层,金属层下表层为黑色。成分分析表明缺陷处为(Al、Mg、Si、Ti、Ca、Na)氧化物。见下图2:http://ng1.17img.cn/bbsfiles/images/2013/11/201311132345_477078_1761902_3.jpghttp://ng1.17img.cn/bbsfiles/images/2013/11/201311132346_477079_1761902_3.jpg图2 冷轧板表面划痕此处缺陷最宽约10mm,一般在6mm,缺陷表面为一层很薄的金属层,金属层下表层为黑色。在缺陷处取样进行扫描分析,成分为(Al、Mg、Si、Ti、Ca、Na、K)氧化物。详细情况见下图3:http://ng1.17img.cn/bbsfiles/images/2013/11/201311132347_477080_1761902_3.jpg图3缺陷处SEM&EDS分析从上述缺陷的形貌及成分分析结果可知,钢中的非金属夹杂是其产生的主要原因,尤其是氧化铝夹杂,由于它本身的脆硬性,容易给轧材造成比较严重的表面缺陷。(2)翘皮或分层。当铸坯中卷入较大量的夹杂物时,比如耐火材料的脱落或结晶器保护渣卷渣发生时,在轧制过程中容易出现翘皮,严重的时候甚至出现局部的分层,导致轧制废品。如下图4:http://ng1.17img.cn/bbsfiles/images/2013/11/201311132348_477081_1761902_3.jpg[
 400-666-7037
400-666-7037
 留言咨询
留言咨询
 400-860-5168转4306
留言咨询
400-860-5168转4306
留言咨询
 400-801-5101
留言咨询
400-801-5101
留言咨询









 我要推广仪器
我要推广仪器
 下载APP
下载APP


