推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转2834
留言咨询
400-860-5168转2834
留言咨询
 400-860-5168转2066
留言咨询
400-860-5168转2066
留言咨询
 400-860-5168转2066
留言咨询
400-860-5168转2066
留言咨询
 400-860-5168转2066
留言咨询
400-860-5168转2066
留言咨询





反应釜控温机组,反应釜冷热一体机,反应釜温度控制机反应釜控温机组综合本公司多年的冷热温控经验,引进国外先进技术,提供全方位的工业温度控制技术和解决方案,在反应釜行业可根据客户要求量身定控制调节反应釜的温度,提高产品的质量产量,环保安全,不需要专人操作.我们有着最专业的团队和最优的产品可供大家选择,反应釜控温机组,反应釜温度控制机的介绍:根据您反应釜的大小,所需要的温度来设计不同功率的油加热器,加热方式为循环加热,所以介质无损耗,多点温度控制机组可订做,温控范围大,温度精确均匀稳定,导热速度快,升降温速度快.能自动精确控温,可快速达到设定温度,设定值和实际值分别显示,进口微电脑双组PID温度控制机,触摸式内储自动演算,精确可靠省电35%以上.反应釜冷热一体机特点如下:1.换热面积大,升温和降温的速率很快,导热油的需求量也比较小.可实现连续升降温,制冷换热器采用高力板式换热器,换热效率高,占地面积小.整个循环是密闭的,高温时没有油雾挥发,导热油不会被氧化和褐化,低温时不会吸收空气中的水汽,延长了导热油的寿命.2.具有自我诊断功能,冷冻机过载保护,高压压力开关,过载继电器,热保护装置等多种安全保障机能,充分保证使用安全.3.温度自适应控制,适应控制系统在控制工艺(如化学反应工艺)的过程中,持续不断的调节PID参数来给予工艺最好的控制温度和响应时间,这种过程是通过有效的多方位的测定温度,温度变化和温度变化的速率来实现的.带有矫正外循环和内循环温度探头PT100的功能.4.精确控制化学反应的速度(选配:一体化机组,实现高温冷凝回流,根据温度控制加料速率,防止反应过快,同时精确控制加料量).5.程序功能系列,非线性和线性的温度跳跃功能,所有程序的每步选项包括控制外循环程序,都由PLC控制器电脑来控制.6.自动诊断和系统的监控功能系列,通过PLC触摸屏控制器,电脑实行监控和显示详细系统信息,可以监控和显示升温速率等所有信息.7.触摸屏控制器;可以选择显示信息,实时图表显示实时的夹套温度和反应釜体内温度,显示实时的变化曲线以及安全信息等.彩色屏幕,详细菜单以及详细自我诊断系统都是可用的,设备可以用触摸屏热键,选码器或者程序号来控制.反应釜控温机组根据反应釜行业的应用特点设计,反应釜温度控制机根据客户要求选择水或者油作为传热介质,水最高温度可达180度,最高温度可达350度.我公司是专业生产反应釜温度控制设备,反应釜加热器,反应釜加热设备,反应釜精密温控设备的厂家.主要产品;反应釜夹套油加热器,反应釜温控机,反应釜恒温机,反应釜冷却机等反应釜行业专用温度控制设备。
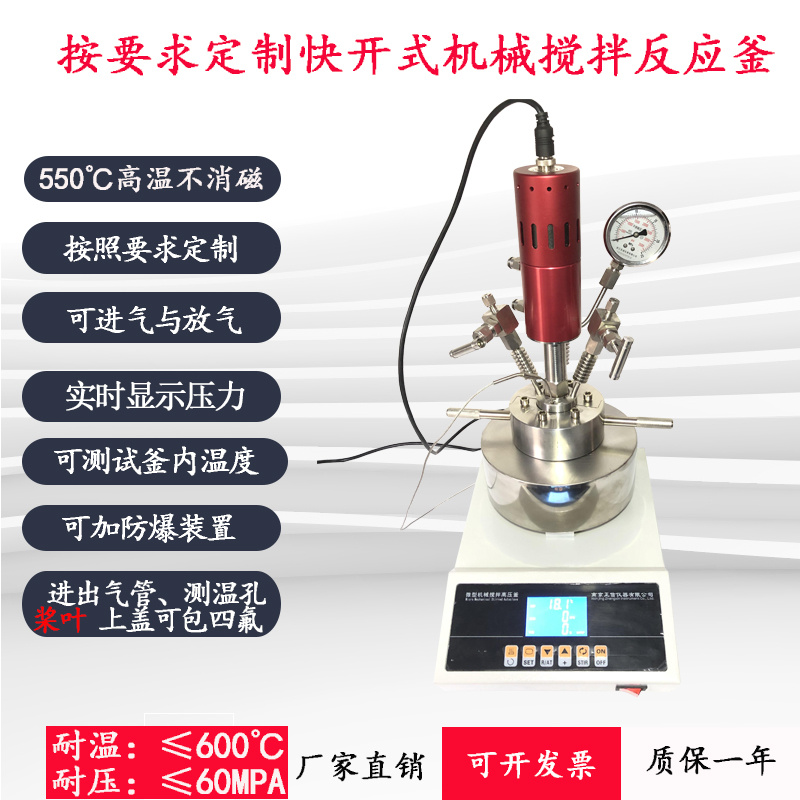
[b][font=微软雅黑]双层玻璃反应釜[/font][/b][font=微软雅黑]通过反应釜夹层,注入恒温的(高温或低温)热溶媒体或冷却媒体,对反应釜内的物料进行恒温加热或制冷,并且可以提供搅拌。物料在反应釜内进行反应,并能控制反应溶液的蒸发与回流,反应完毕,物料可从釜底的出料口放出,操作方便。是现代化学小样,中样实验、生物制药及新材料合成的理想设备。[/font][font=微软雅黑]1、打开包装后,按照装箱清单检查本机的主要配件是否齐全。 [/font][font=微软雅黑]2、将不锈钢管与固定件按照附图所示组装框架。 [/font][font=微软雅黑]3、将电气箱安装在右后立杆顶端并旋紧螺钉,插上七芯插头。真空表安装在左后端,拧紧螺钉即可。 [/font][font=微软雅黑]4、根据使用高度,将釜圆形托架固定在立杆滑块上,釜放在托架上,半圆型抱箍用于固定釜颈部分别插入立杆滑块,合拢后拧紧固定螺丝,安装时注意反应釜主体垂直。 [/font][font=微软雅黑]5、搅拌棒固定在电机主轴的齿环夹头上,搅拌棒穿过盖中间旋转轴承,拧紧连接器,然后调整电机的位置,注意垂直同心度。 [/font][font=微软雅黑]6、立杆上的滑块是固定调节不同方向及高低的不锈钢多用夹子。 [/font][font=微软雅黑]7、瓶盖上左边40#标准口插蛇型回流冷凝器,右边40#标口为加料口连接恒压漏斗,中前方24#标口为插温度计套管口,帽子后方为34#标口为多功能备用口,底部设有放料阀门,釜身上下分别为循环液进出口。下口接循环液进口,上口接循环液回流口。 [/font][font=微软雅黑]8、安装玻璃仪器时必须清洁,各接口处用凡士林涂抹,以防止玻璃抱死现象出现,然后涂上真空脂以防漏气。[/font][font=微软雅黑]9、按下万向轮轮固定装置,进行搅拌,如果搅拌稳定,说明调试已好。[/font]
反应釜是指含铬大于12%的钢种。反应釜自1912年发明以来取得迅猛发展,至今全球仍以每年3—5%的速度递增。全世界反应釜的消费总量达3500万。我国正处于反应釜生产和消费应用的高速增长期,已广泛应用于石油、化工、轻工、食品、酿酒、制药、家电、水电、机械、建筑、市政和各种民用器具中。1990年我国反应釜消费量为26万吨,1999年为153万吨,2000年为173万吨,2001年为225万吨,2004年反应釜消费量达到447万吨左右,居全世界第一位,预计2006年反应釜消费量将达到600万吨以上,其中铬镍奥氏体反应釜的消费量占反应釜总消费量的75%—80%。 我国从五十年代开始研制和生产反应釜焊条,1997年我国反应釜焊条的总产量为7000多吨。近年来我国反应釜的消费量快速增长,2004年国产反应釜焊条已超过35000吨,预计2006年国产反应釜焊条将达50000吨左右。 自五十年代开始研制的反应釜焊条,主要是沿袭原苏联的钛钙渣系及原料体系,它具有成本低,易压涂,抗气孔好,机械性能好等优点,但与欧洲名牌同类反应釜焊条相比焊条发红严重、飞溅大、脱渣及成形差、焊接效率低、浪费大、因此自七十年代中期到八十年代前期,针对国内进口的瑞典AVESTA公司绿P5焊条国内一些科研院校与焊条生产企业共同合作,就反应釜焊条药皮发红脱落原因及解决途径进行了研究,如哈焊所与天津电焊条厂、甘肃工大与兰洲长虹电焊条下、太原工学院与山西机床厂等。 到八十年代,上述几家论文相继发表后,人们一方面认为他们的研究工作很有意义,获得很多进展;另一方面经对这几家研制的焊条实际测试后,也认为仍与国外产品存在明显差距,但从那时起,国内这方面的研究工作就处于踏步不前的状况,从80年代前期到九十年代前期的十年间因内尚无有份量的反应釜焊条研究文献。从九十年代初期开始,国内反应釜焊条研究渐趋活跃。先是太原工大王宝、孙咸等人在前期工作的基础上研究了反应釜焊条工艺设计的基本原则和途径,在反应釜焊条设计理论上取得了重要突破,并因此获得2000年国家科技进步二等奖;后是冶金部建筑研究总院唐伯钢在九十年代中期消化吸收国外的先进技术,成功完成国产反应釜新型焊条的系列化改进提高,并成功兴办北京金威焊材有限公司,做到理论与实践的完美结合,自1994年始生产至今,其反应釜焊条生产已达年产3000吨以上。 九十年代后期到本世纪初期,国内反应釜焊条研究如雨后春笋般集中开展,虽就其水平本身未超过上述两家现有水平,但对于活跃学术气氛,加强学习交流仍有益处。 国外反应釜的工业化生产始于二十年代初期,随后出现相应的反应釜焊条,成熟的反应釜焊条产品出现于1965年左右,以欧洲国家为代表,尤其是西欧的瑞典,人口仅800万左右,且集中产生了ESAB、AVESTA和SANDVIK等世界级的反应釜焊材企业,其中AVESTA的野牛牌反应釜焊条更是世界反应釜焊条的典范。日本、台湾及有南亚国家的反应釜焊条其技术根基在欧洲。









 我要推广仪器
我要推广仪器
 下载APP
下载APP


