推荐厂家
暂无
暂无
 400-860-5168转3730
400-860-5168转3730
 留言咨询
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询


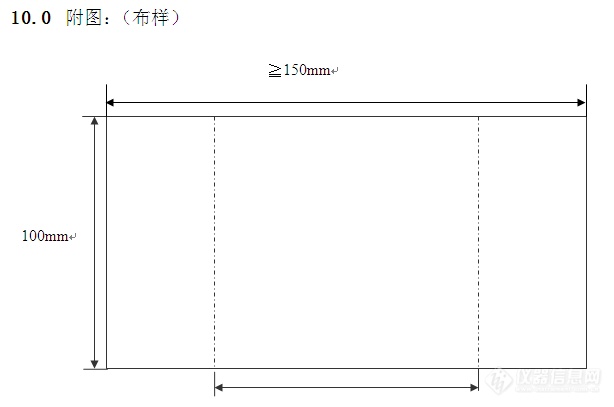
纺织服装拉伸强度测试工作指引1.0 目的及范围1.1 本测试方法适宜下列标准:1.2.1 中国GB/T 3923.2抓样法1.2.2美国ASTMD 50341.2.3 英国BS 13934-21.2.4 国际标准(欧洲)ISO13934-21.2.5 加拿大CAN Method 9.1&9.21.2.6 澳洲AS2001 2.32.0 原理2.1把规定尺寸的试验布片夹于二个夹头中间,然后以恒定伸长速率被拉伸直,直到布片断裂为止。2.2 断裂时的最大荷重可从自动记录的荷重/拉伸曲线上读出。3.0 拉伸强度的定义在规定条件下进行的拉伸试验过程中,试样被拉伸直到破裂为止的最大荷重。4.0 仪器设备4.1 Testometric MICRO350 或等速伸长(CRE)试验仪:拉伸试验仪应具有指示或记录加于试样上使其拉伸直至断脱的最大力以及相应的试样伸长率的装置。在仪器满量程的任意点,指示或记录断裂力的误差应不超过1%,指示或记录铗钳间距的误差应不超过±lmm。4.2 张力夹头:前爪面25毫米x 25毫米,后爪面则要25毫米x 50毫米以上5.0 测试环境5.1 本测试需在恒温恒湿环境中进行,条件如下:相对湿度: 65±2%温 度: 20±2℃6.0 试样 6.1 取样距离布边150mm以上位置。 6.2 试样(100±2)毫米(宽) x 至少150毫米(长)。采取3个经向及3个纬向的试样。 6.3 试样中间受力距离75毫米或100毫米。7.0 测试程序 7.1 把试样置于5.1的环境中四小时(ISO为24小时)或以上。 7.2 调整试验仪两夹头间的距离,必须注意两夹头是否平等,而且与拉伸方向垂直。 7.3 调节拉力机的速度:ISO为50mm/min ASTM为300mm±10mm/min 7.4 试样安排:离长边37±1mm(1.5±0.02inch)处画一条线,作为夹持试样的标志线。把试样夹于中间,中间受力距离 为100毫米。如经各方协议采用(75±1)mm。 7.5 以适当的拉力拉紧试样,保证试样的纵向中心线通过夹钳的中心线,并与夹钳钳口线垂直。将试样的标记线对齐夹片的一边,关闭上夹钳,靠织物的自重下垂,关闭下夹钳。 7.6 测定开启试验仪,拉伸试样至断裂。记录试样断裂的最大荷重,这也就是该试样的拉伸强度。8.0 结果计算8.1计算经纬向各3个试样强度的平均值。8.2如任何一个试样在距夹头5毫米以内断裂而所得的拉伸强度比其它的试样有大的差异时,不要把此试样列入平均值计算,并须重试。如果试样在钳口处滑移不对称或滑移量大于2mm时,舍弃试验结果。9.0报告9.1报告经纬向的拉伸强度的平均值。9.2说明试验方法及试验仪型号。[img=,614,407]https://ng1.17img.cn/bbsfiles/images/2019/06/201906101150053987_6359_2154459_3.png!w614x407.jpg[/img]
我们公司是一家注塑厂,需要测试一些原料或成品的拉伸强度,延伸率,弯曲强度,弯曲模量,还有密度,请问有这样的检测设备吗? 谢谢!
[size=6][b][b][size=4]参照GB 7124-1986 胶粘剂拉伸剪切强度测定方法(金属对金属) 1.适用范围 规定了在室温下金属对金属搭接的胶粘剂拉伸剪切强度测定方法。本标准适用于规定条件下制备、测试的标准试样。 GB 7124-1986等效采用ISO 4587-1979《胶粘剂—高强度胶粘剂拉伸搭接剪切强度的测定》。 2.原理 试样为单搭接结构。在试样的搭接面上施加纵向拉伸剪切力,测定试样能承受的最大负荷。搭接面上的平均剪应力为胶粘剂的金属搭接的拉伸剪切强度。 3.装置 3.1试验机 使用的试验机应使试样的破坏负荷在满标负荷的15%-85%之间。试验机的力值示 值误差不应大于1%。 试验机应配备一副自动调心的试样夹持器,使力线与试样中心线保持一致。 试验机应保证试样夹持器的移动速度在(5士1) mm/min内保持稳定。 3.2量具 测量试样搭接面长度和宽度的量具精度不低于0. 05mm。 3.3夹具 胶接试样的夹具应能保证胶接的试样符合条文4的要求。 (注:在保证金属片不破坏的情况下,试样与试样夹持器也可用销、孔连接的方法。但不能用于仲裁试验.) 4.试样 4.1除非另有规定,试样应符合图1的形状和尺寸。标准试样的搭接长度是(12.5士 0. 5)mm,金属片的厚度是(2.0士0.1)mm [ISO厚度为(1.6士0.1)mm]。试样的搭接 长度或金属片的厚度不同对试验结果会有影响。 4. 2建议使用LY12-CZ铝合金、1Cr18Ni9Ti不锈钢、45碳钢、T2铜等金属材料。 4.3常规试验,试样数量不应少于五个。仲裁试验试样数量不应少于十个。 注:1.对于高强度胶枯剂,侧试时如出现金属材料屈服或破坏的情况,则可适当增加金属片厚度或减少搭接长度,两者中选择前者较好。 2.测试时金属片所受的应力不要超过其屈服强度σs,金属片的厚度t可按下式计算: t= lgτ/σs 式中: t 一金属片厚度,mm l 一试样搭接长度,mm τ 一胶粘剂拉伸剪切强度,Mpa σs —金属材料屈服强度,MPa 。 5.试样制备 5.1试样可用不带槽(如图2)或带槽的(如图3)的平板制备,也可单片制备。 5.2胶接用的金属片表面应平整,不应有弯曲、翘曲、歪斜等变形。金属片应无毛刺, 边缘保持直角。 5.3胶接时,金属片的表面处理、胶粘剂的配比、涂胶量、涂胶次数、晾置时间等胶接 工艺以及胶粘剂的固化温度、压力、时间等均按胶粘剂的使用要求进行。 5.4制备试样都应使用夹具,以保证试样正确地搭接和精确地定位。 5.5切割已胶接的平板时,要防止试样过热,应尽量避免损伤胶接缝。 6.试验条件 除非另有规定,试样的停放时间和试验环境应符合下列要求。 6.1试样制备后到试验的最短时间为16h,最长时间为一个月。 6.2试验应在温度为(2312)℃的环境中进行。仲裁试验或对温度、湿度敏感的胶粘剂 应在温度为(23士2)℃、相对湿度为45%^-55%的环境中进行。 6.3对仅有温度要求的测试,测试前试样在试验温度下停放时间不应少于半小时;对有 温度、湿度要求的测试,测试前试样在试验环境下的停放时间一般不应少于16h. 7.试验步骤 7.1用量具测量试样搭接面的长度和宽度,精确到0. 05mm。 7.2把试样对称地夹在上、下夹持器中,夹持处至搭接端的距离(50士1)mm.。 7.3开动试验机,在(5士1) mm/min内,以稳定速度加载。记录试样剪切破坏的最大负 荷。记录胶接破坏的类型(内聚破坏、粘附破坏、金属破坏)。 8.试验结果 8.1对金属搭接的胶粘剂拉伸剪切强度按下式计算: τ=P/(B×L) 式中:τ 一胶粘剂拉伸剪切强度,MPa p —试样剪切破坏的最大负荷,N; B —试样搭接面宽度,mm; L —试样搭接面长度,mm。 8.2试验结果以剪切强度的算术平均值、最高值、最低值表示。取三位有效数字。 9.试验报告 试验报告应包括下列内容: a.胶粘剂的型号和批号; b.金属材料的型号、厚度及表面处理方法; c.试样制备方法(不带槽平板、带槽平板、单片)和胶接工艺的必要说明; d.试样搭接长度; e.试样数量; f.试验结果(算术平均值、最高值、最低值); g.试样的破坏类型和数量; h.胶层的平均厚度; i.与本标准不同之处。[/size][/b][/b][/size]












 我要推广仪器
我要推广仪器
 下载APP
下载APP