维权声明:本文为lylsg555原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
不锈钢晶间腐蚀弯曲试验方法的操作过程
lylsg555
一、概述
晶间腐蚀试验我们曾经在第一届网络原创作品大赛中做过了比较详细的介绍,
http://bbs.instrument.com.cn/shtml/20081214/1639254/(【第一届网络原创作品大赛】不锈钢焊接腐蚀试验操作图解)
但在试验后用弯曲方法进行评定试验结果只是简单的说了下,没有详解,为此感觉不是很完善,这次对其进行一个详细的补充。
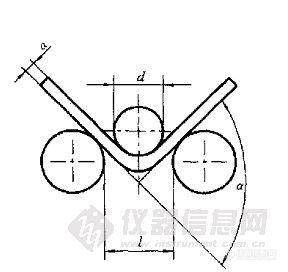
作为不锈钢晶间腐蚀试验,现共有6个标准,GB/T433.1-2000~GB/T433.6-2000,我们采用的是GB/T433.5-2000,这个标准对晶间腐蚀的评定方法是:
见图1
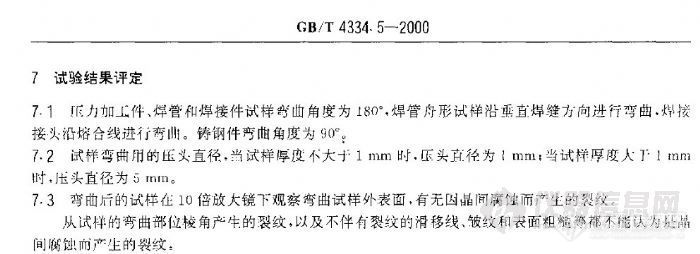
图1 GB/T433.5-2000试验结果评定
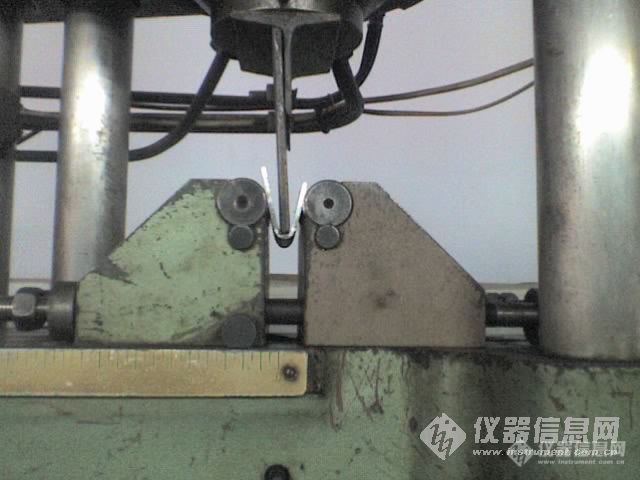
我们按照此标准的,对煮沸好的不锈钢试件进行弯曲评定



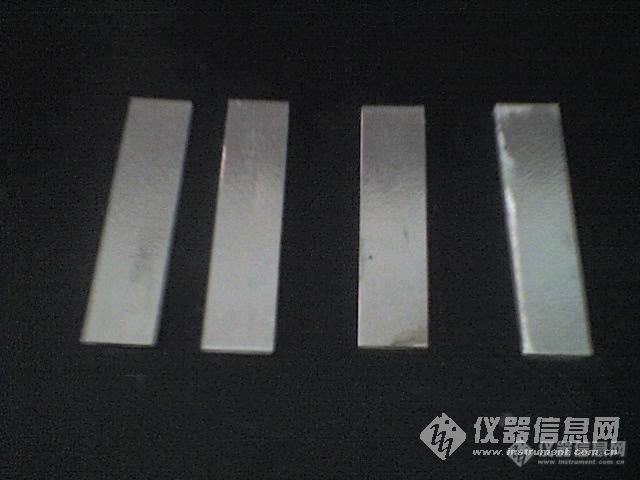

 ,压头安装在试验机卡盘上。见图6、7、8。
,压头安装在试验机卡盘上。见图6、7、8。










 ,四、五的文字叙述稍后进行整理,上班要迟到了。。。
,四、五的文字叙述稍后进行整理,上班要迟到了。。。 































