

活化剂是助焊剂的关键组分。而在活化剂组分中,除了松香外,还有有机卤化物、有机酸和胺类可作为活化剂。目前,广泛使用烃基酸、芳香酸和羧酸等有机酸作活化剂,例如丁二酸、已二酸、戊二酸、苹果酸、谷氨酸、柠檬酸、酒石酸、苯甲酸和山梨酸等。
本次实验活化剂选用A酸、B酸、C酸,通过调整它们子之间的复配比例和在助焊剂中的含量来进行实验。然后将复配后的活化剂溶于一定质量的溶剂中制成助焊剂,冷却后制备焊膏做铺展实验,以铺展的情况为评定指标来判定助焊剂性能的好坏。
1、调整几种活化剂之间的复配比例
A酸、B酸、C酸复配实验,命名为C组,调配6种助焊剂进行测试。配方如表1所示。
表1 C组活化剂配方
配方号 | 溶剂总量(g) | A酸(g) | B酸(g) | C酸(g) | 溶液总量(g) |
C1 | 4 | 0.71 | 0.17 | 0.12 | 10 |
C2 | 4 | 0.5 | 0.04 | 0.46 | 10 |
C3 | 4 | 0.36 | 0.48 | 0.16 | 10 |
C4 | 4 | 0.24 | 0.19 | 0.57 | 10 |
C5 | 4 | 0.13 | 0.79 | 0.07 | 10 |
C6 | 4 | 0.04 | 0.4 | 0.56 | 10 |
图1 C组铺展测试情况
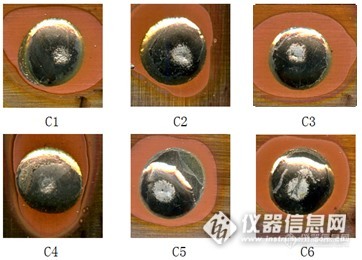
表2 C组铺展测试结果
配方号 | 铺展情况 | 铺展面积(mm2) |
C1 | 边缘有回缩、飞溅,焊点有腐蚀、气孔 | 85.306 |
C2 | 铺展面积较大,但边缘有飞溅 | 90.054 |
C3 | 焊点饱满 | 84.564 |
C4 | 腐蚀比较严重,存在残留物 | 82.438 |
C5 | 回缩严重 | 81.743 |
C6 | 回缩严重,存在残留物 | 83.771 |
表3 D组活化剂配方
配方号 | 百分比(%) | A酸(g) | B酸(g) | C酸(g) | 溶液总量(g) |
D0 | 0 | 0 | 0 | 0 | 10 |
D1 | 5 | 1.65 | 0.075 | 1.5 | 10 |
D2 | 6 | 1.85 | 0.16 | 1.69 | 10 |
D3 | 7 | 1.95 | 0.17 | 1.78 | 10 |
D4 | 8 | 2.05 | 0.18 | 1.87 | 10 |
D5 | 9 | 2.15 | 0.18 | 1.97 | 10 |
D6 | 11 | 2.25 | 0.19 | 2.06 | 10 |
图2 D组铺展测试情况

表4实验操作参数
项目 | 参数 |
焊锡温度(℃) | 260 |
浸入速度(mm/s) | 4.0 |
退出速度(mm/s) | 4.0 |
浸入时间(s) | 10 |
浸入深度(mm) | 2.0 |
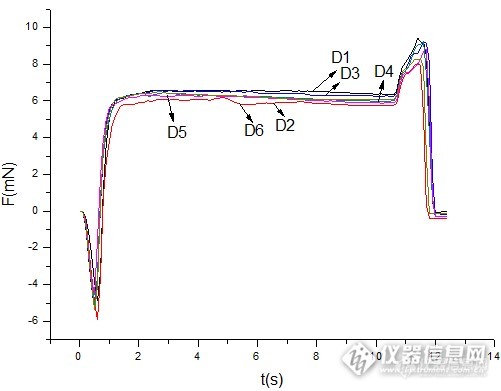
图3 D组润湿力曲线
表5 润湿力实验数据记录结果
项目 | D1 | D2 | D3 | D4 | D5 | D6 |
最大润湿力F(mN) | 6.327 | 6.441 | 6.533 | 6.22 | 6.33 | 6.458 |
润湿时间t(s) | 0.92 | 0.97 | 0.90 | 0.96 | 0.86 | 0.91 |

































