综合仪器采购
~~~~~~~~~~~~~~~~~~~~~~~~
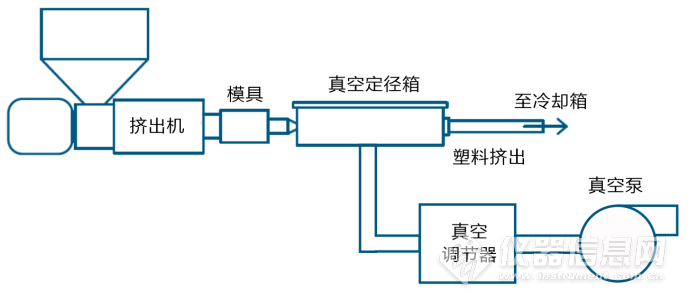
图1 真空挤出工艺原理图
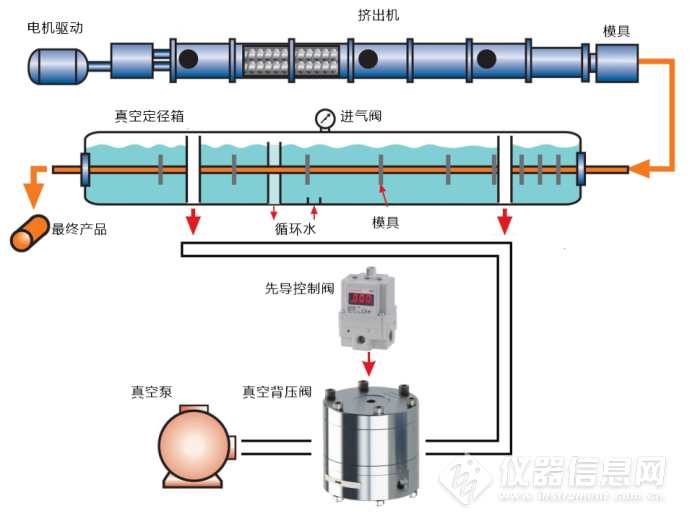
图2 挤出机真空控制系统结构示意图
~~~~~~~~~~~~~~~~~~~~~~~
附件:
品牌合作伙伴
丹纳赫苏州基地 打工人的梦想
执行举报