


| 系列高温型接头 | ||||
| 004HT | 006HT | 008HT | 012HT | 3012HT |
| 部门 | 责任 |
| 项目经理 | ? 协议的准备 ? 组织在验证活动上进行协调 ? 收集和分析测试样本 |
| 采购 | ? 耗材采购 ? 设备采购 |
| 工艺 | ? 材料性能的确认 ? 焊接参数的确认 |
| 质量 | ? 微生物确认 ? 无菌性确认 |
| 验证 | ? 测试设备确认 ? 完整性确认 ? 结果的报告和解释 |
| 总监 | ? 审查和批准验证协议和报告 |
| 验证项目 | 描述 |
| 焊接方案 | 热熔焊接试验处理,条件采用温度、焊接压力、接触时间的田口DOE方案。 |
| 焊接完整性 | 采用疏水膜特性,使用静水压法 |
| 剥离洁净度 | 采用目视检测法现场确认 |
| 撕拉强度 | 采用拉力机 |
| 气密性 | 将产品对接后,采用气体保压法 |
| Gamma | 样品送至第三方灭菌 |
| 无菌挑战实验 | |
表1:焊接所需耗材
| 序号 | 名称 | 厂家 | 数量 |
| 1 | PES膜材 | 定制 | 10 m2 |
| 2 | PET支撑 | 定制 | 3 m2 |
| 3 | PTFE膜 | 定制 | 1 m2 |
| 4 | AQG模具 | 定制 | 1套 |
| 5 | AQG夹具 | 定制 | 1套 |
| 6 | 剪刀 | TBD | 2套 |
| 7 | 管子 | 定制 | 2 m |
| 8 | AQG接头 | 定制 | 30 支 |
| 9 | 卷尺 | TBD | 1 把 |
| 10 | 便携拉力机 | TBD | 1 个 |
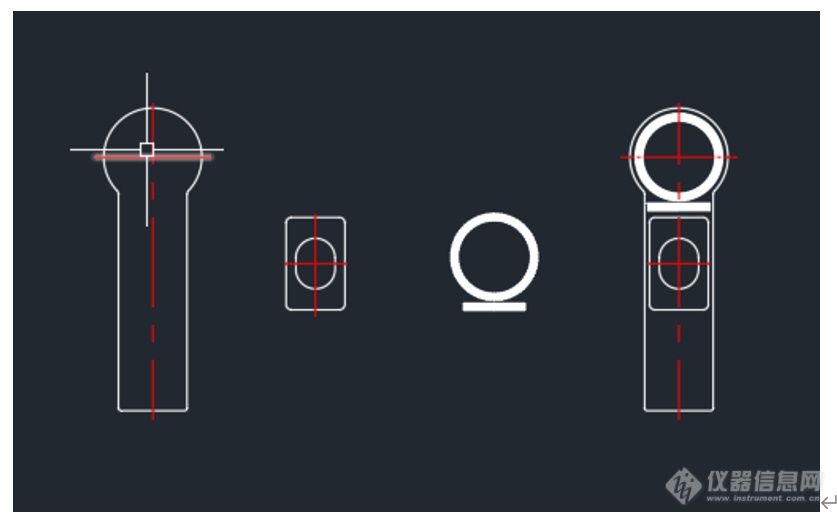
图1 示意图(左至右为PES/PET裁剪形状、PTFE膜裁剪形状、焊接痕迹、封膜后形状)
表2 焊接参数上下限正交试验L4(23)*
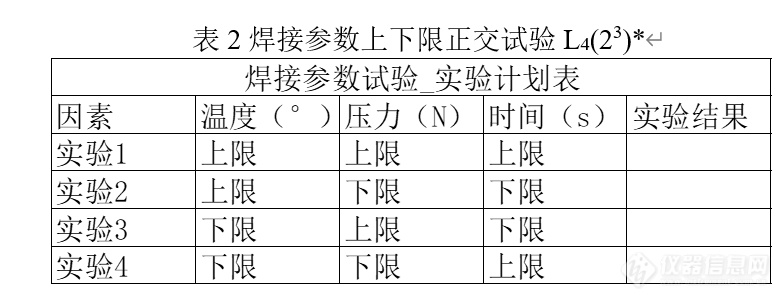
表3 焊接参数优化正交试验L9(34) *
| 焊接参数试验_实验计划表 | ||||
| 因素 | 温度(°) | 压力(N) | 时间(S) | 实验结果 |
| 实验1 | L | L | L |
|
| 实验2 | L | M | M |
|
| 实验3 | L | H | H |
|
| 实验4 | M | L | M |
|
| 实验5 | M | M | H |
|
| 实验6 | M | H | L |
|
| 实验7 | H | L | H |
|
| 实验8 | H | M | L |
|
| 实验9 | H | H | M |
|
表4 辐照及细菌测试表
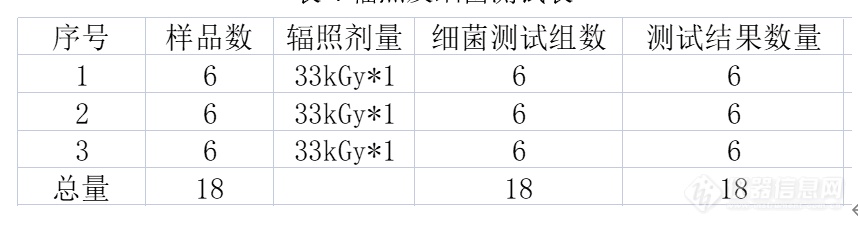
表5 验证数量表
| 阶段 | 测试项目 | 数量 | 结果 |
| L4(23) | 焊接面完整性 | 4 |
|
| 撕拉强度 | 4 |
| |
| 剥离洁净度 | 4 |
| |
| L9(34) | 焊接面完整性 | 9 |
|
| 撕拉强度 | 9 |
| |
| 剥离洁净度 | 9 |
| |
| 成品 | Gamma | 18 |
|
| 无菌 | 18 |
| |
| 焊接面完整性 | 18 |
| |
| 撕拉强度 | 18 |
| |
| 剥离洁净度 | 18 |
| |
| 密封性 | 18 |
|

































