推荐厂家
暂无
暂无



 400-631-8366
400-631-8366
 留言咨询
留言咨询
 400-631-8366
留言咨询
400-631-8366
留言咨询
 400-860-5168转6088
留言咨询
400-860-5168转6088
留言咨询



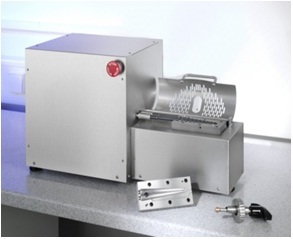
挤出机X-trude300产品描述德国 Goettfert 公司拥有超过半个世纪的流变分析经验,并不断纳入我们的挤出机和流变测试设备系列中。新的X-trude系列挤出机设计紧凑 ,配备了多个压力传感器和温度传感器,液体冷却系统可以有效避免进料区中测试材料的塑化,同时可以实现连续显示剪切速率,剪切应力和粘度。X-trude可以作为喂料挤出机与各种测试设备连接,如:在线流变仪、在线薄膜检测系统等。基本特征 扭矩为300Nm(X-trude300) 可选各种不同尺寸的机筒和螺杆 最高达 16 段加热,4段冷却 温度范围为0 ~ 350℃,分辨率 0.1℃ 压力传感器测试范围为 0 ~ 100 , 0 ~ 200 , 0 ~ 500, 0 ~1000bar 可选, 误差范围为 0.5% 螺杆转速 0 ~ 120rpm 可调 通过电脑或触摸屏控制,可以连接可视化软件 "ROSWIN" 作为喂料挤出机,其后端可以连接在线流变仪、造粒机、流延膜机、吹膜机、口模胀大单元、熔体拉伸流变仪等装置主要用途用于实验室应用,以测量和生产聚合物。技术参数[img]https://ng1.17img.cn/bbsfiles/images/2024/01/202401150710176189_165_1602049_3.png[/img]

[align=center][img=挤出机定径箱真空度控制,690,305]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051711221147_9479_3384_3.jpg!w690x305.jpg[/img][/align][color=#ff0000][size=14px]摘要:本文挤出工艺中定径箱对真空控制的要求,提出采用大口径真空背压阀的下游控制技术方案,整个过程是根据真空度设定点进行全自动控制,定径箱真空度控制稳定性可以轻松达到±2%以内,并可根据定径箱规格大小配备不同口径的背压阀,背压阀的影响速度可以达到1秒以内,完全能够满足各种高质量挤出产品的需要。[/size][/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#ff0000]一、背景介绍[/color][/size][size=14px]许多管状聚合物挤压件,例如PVC管,是使用真空定径箱制成的,以便在冷却前将挤出的塑料靠定型工具定型,真空挤出工艺的基本原理如图1所示。[/size][align=center][size=14px][img=挤出机定径箱真空度控制,600,260]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051714169457_3024_3384_3.png!w690x299.jpg[/img][/size][/align][size=14px][/size][align=center]图1 真空挤出工艺原理图[/align][size=14px]在挤出过程中,真空稳定性对于创建和保持塑料产品的一致形状和表面光洁度至关重要,主要有以下几方面的要求:[/size][size=14px](1)在真空度1~760Torr(绝对压力)范围内任意真空度设定点控制要达到±2%稳定度。[/size][size=14px](2)挤出机定径箱一般尺寸空间较大,需要较大管路口径以提供较大抽气速率。[/size][size=14px](3)温度波动会对真空度带来不稳定影响,真空调节需具有较快的反应速度,使得工艺过程中带来真空度波动快速趋于稳定。[/size][size=14px]本文将针对上述挤出工艺对真空控制的要求,提出采用大口径真空背压阀的下游控制技术方案,整个过程是根据真空度设定点进行全自动控制,真空度控制稳定性可以轻松达到±2%以内,可根据定径箱规格大小配备不同口径的背压阀,背压阀的影响速度可以达到1秒以内,完全能够满足高质量挤出产品的需要。[/size][size=18px][color=#ff0000]二、技术方案[/color][/size][size=14px]基于图1所示的基本原理,针对挤出机的真空度控制,技术方案采用了下游控制模式,即保持定径箱的进口流量恒定(或漏气量恒定),通过调节下游抽气速率来实现真空度的精密恒定控制。选择下游控制模式主要是因为这种模式对定径箱这类低真空工艺非常有效。挤出设备的真空控制系统结构如图2所示。[/size][align=center][size=14px][img=挤出机定径箱真空度控制,690,519]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051713532832_2347_3384_3.png!w690x519.jpg[/img][/size][/align][size=14px][/size][align=center]图2 挤出机真空控制系统结构示意图[/align][size=14px]在图2所示的真空控制系统中,真空调节器采用了真空背压阀,这种背压阀主要特点是:[/size][size=14px](1)具有各种规格口径,可满足各种规格挤出机真空系统的需要。[/size][size=14px](2)调节速度快,阀门从全闭到全开的时间可以小于1秒。[/size][size=14px](3)阀芯可在线拆装以便于清理或更换。[/size][size=14px]如图2所示,通过一个正压气体驱动的先导控制阀对真空背压阀进行调节。先导阀可采用以下三种方式进行控制:[/size][size=14px](1)手动输入设定值进行开环控制。[/size][size=14px](2)外接模拟信号进行开环控制。[/size][size=14px](3)外接真空度传感器和模拟信号进行闭环控制。[/size][size=14px]总之,通过本文所述技术方案,可以实现各种聚合物挤出机真空度的快速和精密控制。[/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~[/align][size=14px][/size]
请问官人原创获奖的礼物什么时候寄出来啊????









 我要推广仪器
我要推广仪器
 下载APP
下载APP