︶ㄣ青蟲CC
第1楼2009/02/04

3、如何建立常规控制图和控制图的判定方法
控制图又可分为分析用控制图和控制用控制图,我们所需要建立的是控制用控制图。在过程刚开始应用控制图时,几乎总不会恰巧处于稳态,即存在异因。如果此时这种非稳态下的参数来建立控制图,则控制界限之间间隔一定较宽。过程处于稳态后,建立控制图并延长控制线作为控制用控制图,在期间核查实施过程中所建立控制图的测量数据值均应满足仪器设备从计量检定单位计量合格后,首次测量的数据值。这一点尤其重要,由于刚计量合格的仪器所测量的数据可以认为是在过程稳态下所测量得到。
在核查过程中,对测量的样品有严格要求,必须是稳定试样。根据实验室期间核查仪器设备质量特性选择合适类型的控制图,运用待核查仪器测量试样获取数值,根据统计数据来建立控制图。在核查时仍使用该设备测量同一稳定的试样,并将测量数值按时间顺序描点在控制图上。根据控制图中的描点落在UCL与LCL情况,判断核查是否合格。当一个描点值落在任一控制限之外,则统计控制状态不能被接受,即仪器设备的使用状态不可信,此时应进行分析,并确定可查的原因,以提出纠正措施,予以预防和采取改进措施。
︶ㄣ青蟲CC
第2楼2009/02/04
4、应用实例
4.1标准值已给定的情形
分析天平是实验室称取物质质量的常用仪器,由于使用频率高,易被污染、过载以及使用不当造成刀口损坏,影响天平的灵敏度和准确度。故笔者以AE-200型电子天平为例介绍控制图在期间核查中的运用。
4.1.1 核查方法
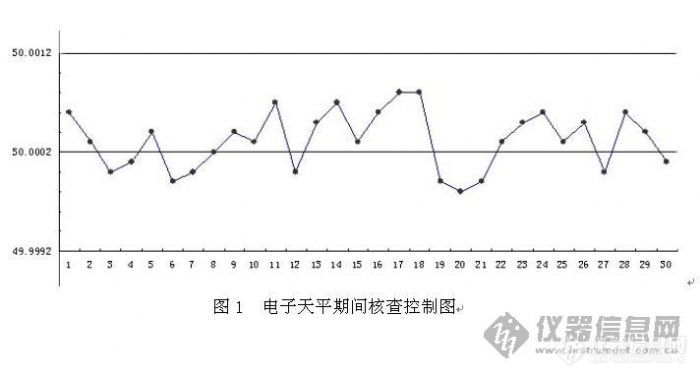
仪器设备从上一级的计量检定机构检定合格送回后,每天工作前采用电子天平对标准砝码(50.0002g)进行称量,并记录下每天的测量结果,将每天的测量结果描点到控制图中。
4.1.2 电子天平控制图的建立
根据表1中所列,选用 -s控制图,由于采用标准砝码进行核查,根据JJG998-1990《非自动天平》中对于电子天平的最大允许误差要求可知,3σ取值应≤1mg。中心线(CL)值为50.0002g,上控制限(UCL)为50.0012g、下控制限(LCL)为49.9992g,并绘制成控制图,见图1。
-s控制图,由于采用标准砝码进行核查,根据JJG998-1990《非自动天平》中对于电子天平的最大允许误差要求可知,3σ取值应≤1mg。中心线(CL)值为50.0002g,上控制限(UCL)为50.0012g、下控制限(LCL)为49.9992g,并绘制成控制图,见图1。
下面列出了2007年6月份电子天平的测量值,见表2。将6月份的测量值描绘在控制图中,见图1所示。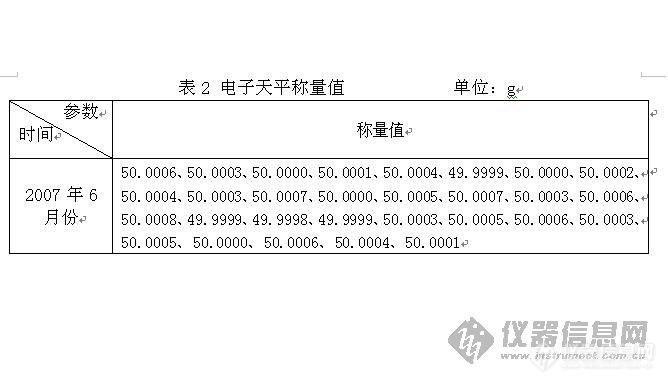
︶ㄣ青蟲CC
第3楼2009/02/04
4.1.3 控制图分析的评定
(1)从控制图中可以知道,6月份的数据均未出现异常值,电子天平在这个月中均是处于统计控制状态,即核查合格。
(2)若第29日的称量值为50.0015g,即第29天的值超过上控制限(UCL),称量值为异常值。因此,就应分析并查明原因,通过原因调查,由于污染原因,故进行清洗,清洗后,称量值为50.0009g,此时电子天平处于统计控制状态。
4.2标准值未给定的情形
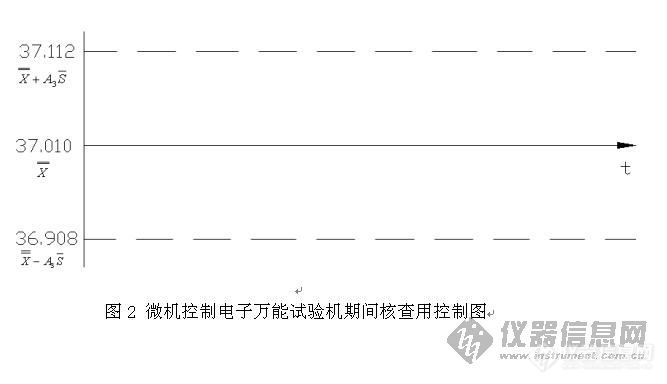
对于微机控制电子万能试验机进行期间核查的方法,可采用同一稳定试样进行核查。在同一根热轧带肋钢筋上截取一定数量的拉伸试样。首先通过拉伸试验获取一定的数据,通过这些数据建立控制图。在该设备以后期间核查过程中,再对同一根钢筋上截取下来的其它试样进行拉伸试验即可对设备进行核查。
微机控制电子万能试验机经计量检定合格,为1级,示值相对最大允许误差±1%。试验根据GB/T 228—2OO2《金属材料 室温拉伸试验方法》进行测量。下面列出了2007年试验机在同一条件下,计量合格后,进行分组测量钢筋的最大力,见表3。根据测量值建立的控制图见图2所示。

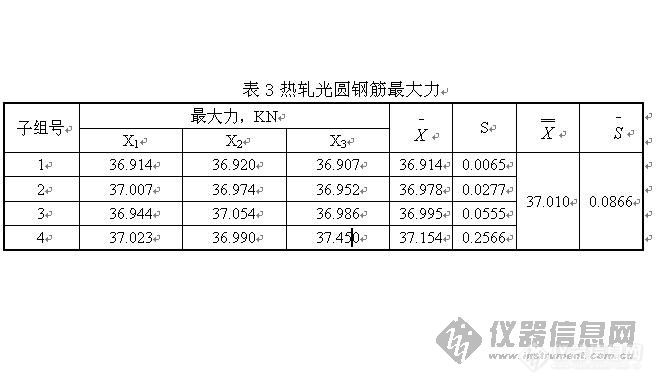
 -s)控制图。根据表1计算出结果见表3所示。
-s)控制图。根据表1计算出结果见表3所示。 ,UCL为
,UCL为 ,即UCL为37.112,LCL为
,即UCL为37.112,LCL为 ,即LCL为36.908。(查表A3为1.182)
,即LCL为36.908。(查表A3为1.182)