手机壳锈蚀原因分析
手机壳生产工艺:304不锈钢板材——冲压成型——机械抛光——清洗(磷酸、硫酸溶液)——镭雕——清洗(同前);塑料机板热熔成型。手机壳热熔后表面帖膜,放置两个月左右表面有锈蚀点出现。对手机壳锈蚀点产生原因进行查找。
1 宏观观察
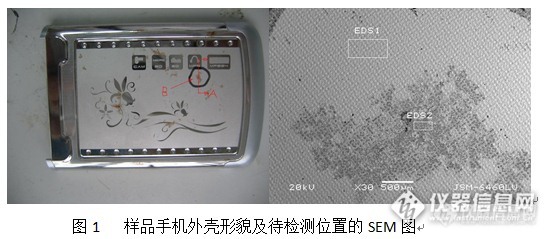
对手机外壳样品B区进行宏观观察,发现样品表面出现部分锈蚀,见图1。
2 微区成分分析
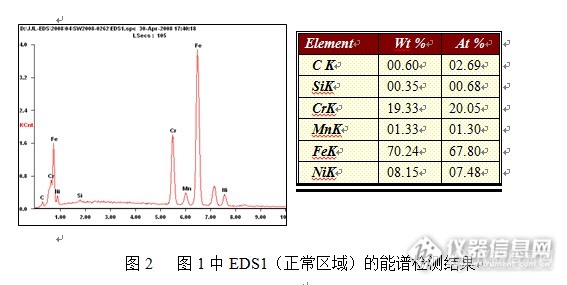
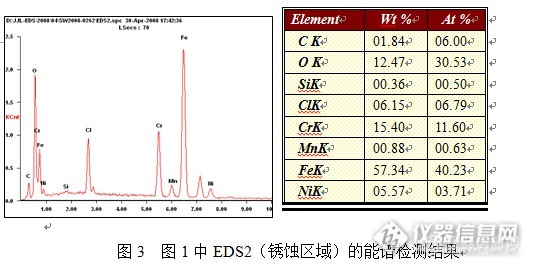
对样品B区域利用扫描电镜能谱仪进行成分半定量分析,正常区域微区成分含有C、Si、Cr、Mn、Fe、Ni元素,见图2;锈蚀区域含有C、O、Si、Cl、Cr、Mn、Fe、Ni元素,见图3。从结果看出锈蚀区域含有较多的O、Cl元素。
3 金相组织观察
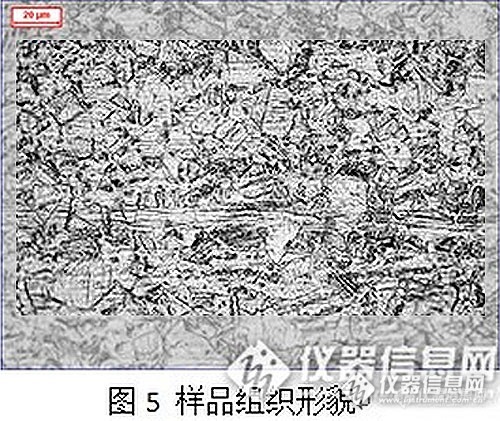
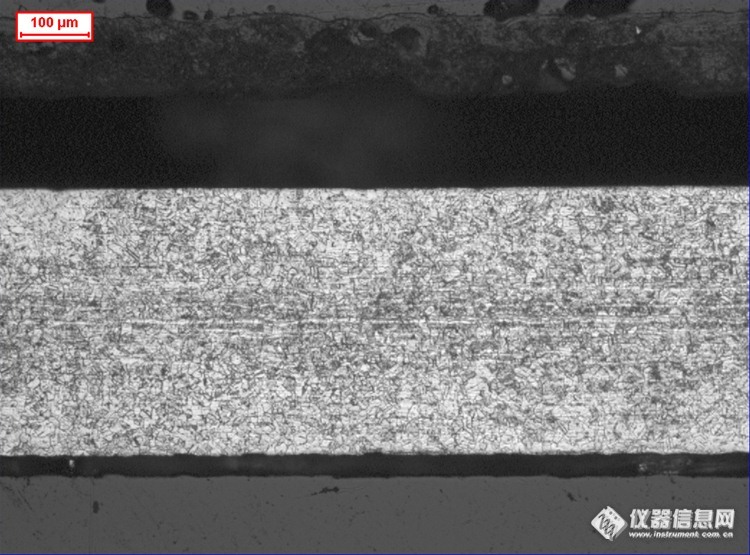
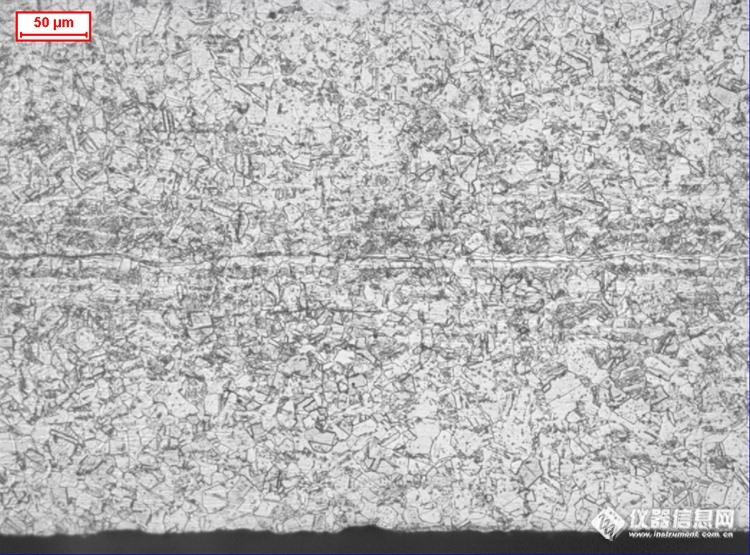
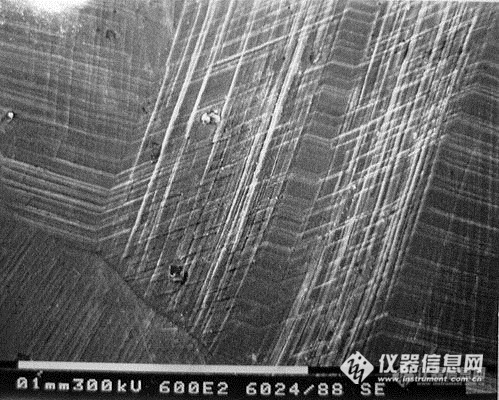
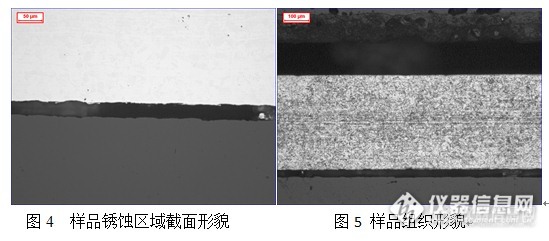
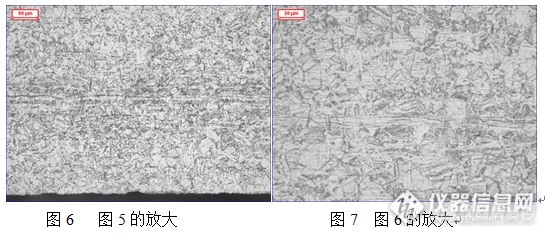
对样品进行切取冷镶嵌后进行纵向磨制后,在光学金相显微镜下观察,发现样品锈蚀区域截面观察未发现锈蚀空洞,说明锈蚀较浅,见图4。将样品用王水溶液浸蚀后,观察显微组织,样品为奥氏体组织,同时发现样品有较大的间隙,见图5、图6、图7。
4 维氏硬度测试
对样品截面磨制后,进行维氏硬度测试(HV0.1),结果197,194,192,平均194。
5 分析讨论
5.1 通过表面锈蚀手机壳进行显微组织观察,样品显示了明显的变形痕迹,可以看到原始奥氏体晶粒中存在大量滑移,这是冷变形留下的特征。滑移是材料结构非平衡 状态的表征,它的出现将使材料晶体结构发生畸变,表明材料内部存在较大的内应力。
5.2 通过对样品表面锈蚀及非锈蚀区域分别进行微区成分分析,发现锈蚀区域比非锈蚀区域含有较多的O、Cl元素;工业区大气中常有灰尘微粒和有害气体,并在金属 表面因湿大气中的二氧化碳、氯化物与水气形成电解质,如此形成电解池,在电化学腐蚀中产生碳酸盐、氯化物腐蚀产物,形成斑点锈蚀。
5.3 通过对样品横截面进行显微硬度检测,样品硬度符合常规要求(小于HV200)。
6 结论
通过对正品与表面锈蚀手机壳进行宏观观察、微区成分、金相组织及显微硬度等理化测试,认为手机壳斑点锈蚀的产生是由于手机壳存在一定内应力,加之潮湿大气中的有害物质共同作用下,导致外壳在潮湿的大气中局部过早的产生电化学腐蚀,形成斑点锈蚀。