

这是为什么呢?
| 品牌 | 型号 | 流量 | 有效检测距离 | 单点检漏时间 |
| 某进口品牌 | E*** | 160 sccm | 约2 mm | 约3 秒 |
| HLD*** | 320 sccm | 约3 mm | 约3 秒 | |
| 美国巴克拉克 | H25-IRPRO | 1440 sccm | 约8 mm | 约1 秒 |
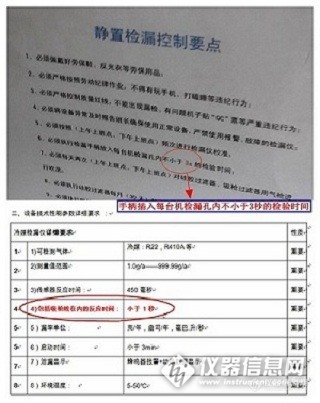
【氦质谱检漏仪】:参考漏孔2*E-6 Pa.m3/s
| 品牌 | 型号 | 流量 | 有效检测距离 | 单点检漏时间 |
| 日本爱发科 | HELIOT 901A | 30 sccm | 约1 mm | 约5 秒 |
| 某进口品牌 | E*** | 160 sccm | 约2 mm | 约3 秒 |
| P*** | 300 sccm | 约3 mm | 约3 秒 | |
| P***XL | 3000 sccm | 约10 mm | 约1 秒 | |
| 日本爱发科 | HELIOT 901B | 3000 sccm | 约10 mm | 约1秒 |
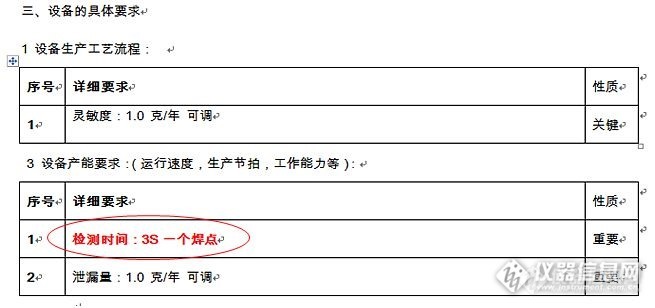
| 检漏仪流量 | 检漏速度 | 检测点数 | 检漏效率 | 按生产节拍所需仪器数 |
| 320 sccm | 3 秒/点 | 15 个 | 45 秒/台 | 3 台 |
| 1400 sccm | 1 秒/点 | 15 个 | 15 秒/台 | 1 台 |
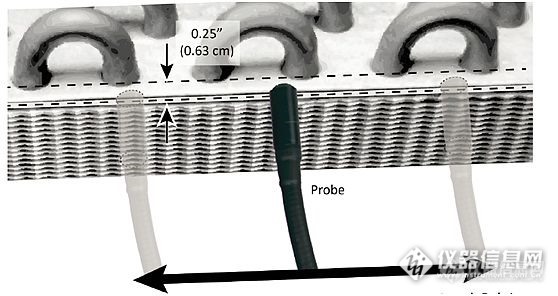
| 项目 | 流量:320 sccm | H25-IRPRO 流量:1400 sccm |
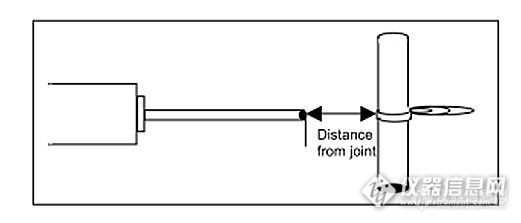
| 检漏距离 | 3-5 mm | 5-10 mm |
| 单点检漏时间 | 3 秒/点 | 1 秒/点 |
| 单台空调检漏速度(15点/台) | 45 秒/台 | 15 秒/台 |
| 现有生产节拍需要的检漏工位 | 3 个(3台检漏仪+3人操作) | 1个(1台检漏仪+1人操作) |
| 成本项目 | 1年 | 5年 |
| 仪器投入成本 | 50万元 (25万 * 2台) | 50万元 (25万 * 2台) |
| 人员投入成本 | 10万元/年(5万元*2人) | 50万元(5万元*2人*5年) |
| 仪器维护成本 | 6万元/年(3万元*2台) | 30万元/年(3万元*2台*5年) |
| 合计检漏成本 | 66万 | 130万 |
当流量比为1:4时, 检漏仪的显示值比也基本是1:4.
| 项目 | 某进口型号 | 巴克拉克H25-IRPRO | |
| 流量 | 320 sccm | 1400 sccm | |
| 检漏原理 | 双气道(环境本底归零) | 单气道 | |
| 漏点 5 g/y | 静止放置0.5小时 | 约1.0 g/y | 约5.0 g/y |
| 静止放置2小时 | 约 5.0 g/y | 约 20.0 g/y | |
| 空调放置时间 | ≥ 2小时 | ≥ 0.5 小时 | |
| 检漏时间 | 3 秒/台 | 约 1秒/台 | |
| 检漏仪原理 | 双气道检漏仪,显示值=对比值,2个气孔一起插入成品箱,无冷媒显示 | 单气道检漏仪,显示值=实际值 | |

































