物性测试综合讨论
SGS解读:焊缝超声波检测中缺陷定性方法研究
作者:牟永田 季伟
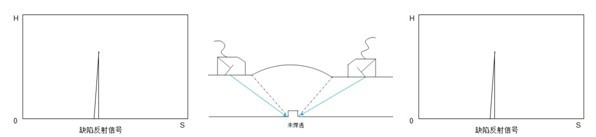
图I
图II
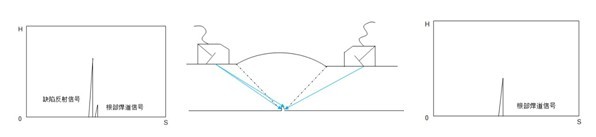
图III
图IV
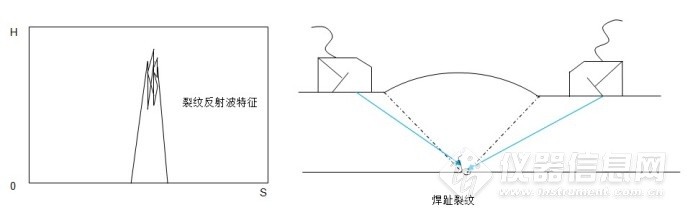
图V
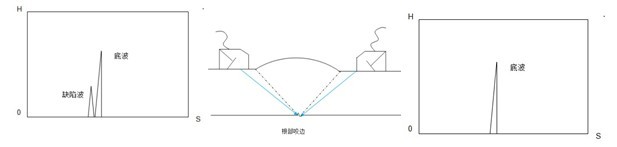
图VI
图VII
图VIII
UNM
第1楼2018/08/01
这个是自己总结的吗?那些参考文献在文中好像没有匹配到。
品牌合作伙伴
执行举报