摘要:玻璃制品吹塑成型工艺中,始终存在人工吹气和机器吹气气压不稳造成成品一致性差、成品率不高等问题。为解决这些问题,本文提出了一种吹气气压全自动控制解决方案,使得吹气气压可以按照设定曲线进行快速和精密控制,可大幅提高生产效率和产品良率。
一、问题的提出
玻璃是一个非结晶无定形固体,玻璃制品在加工过程中需要加热软化和吹塑成型,但目前的吹塑成型工艺存在以下几方面的问题需要解决:
(1)在目前大多数通过人工用嘴吹气方式向玻璃制品的内部进行吹气的吹塑成型工艺中,需要依靠人力用管吹气然后将熔融的玻璃液塑形。这种工艺方法极大增加了生产者的负担,容易使得生产者因脑部缺氧而产生晕眩,同时降低了工作效率。这种工艺所生产的成品一致性差,且成品率不高,同时对于玻璃制品的生产周期延长,不利于广泛的推广和普及。
(2)在玻璃瓶成型工艺中,由于风从吹塑管出来后一直作用于玻璃瓶的瓶底,吹塑气压不够均匀,会导致玻璃瓶成型后瓶底厚薄不一,同时现有的自动吹塑装置在吹塑过程中会出现气压不稳定的情况,不具备自动稳压的功能,导致玻璃瓶质量层次不一。
分析现有玻璃制品的吹塑成型工艺可以发现,整个吹塑过程是一个典型的小型密闭空间内的气压变化过程,如果可以精密控制这个气压变化过程,并总能准确重复这个气压变化过程,即可实现玻璃制品吹塑工艺的自动化和质量可靠性,大幅提高成品率和缩短生产周期。
本文针对玻璃制品吹塑成型工艺中存在的上述问题,提出了一种吹气气压全自动控制解决方案,吹气气压可以按照设定曲线进行快速和精密控制,由此大幅提高生产效率和产品良率。
二、技术方案
玻璃塑形吹气压力自动控制的基本原理是按照需要快速控制一个密闭空腔内的气压,用此气压来代替人工吹气时的压力变化。整个控制装置的结构如图1所示。
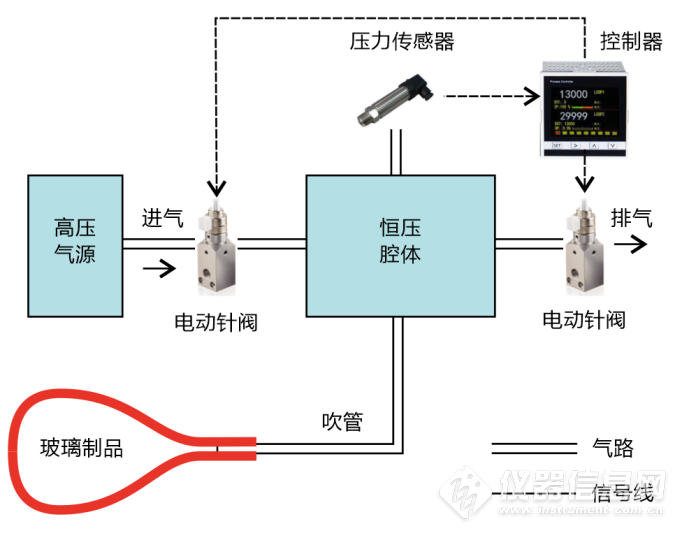
图1 玻璃塑形吹气压力自动控制装置结构示意图
吹气压力自动控制装置主要包括腔体、电动针阀、压力传感器、PID控制器和高压气源。腔体内的压力精密控制采用动态控制法,即根据压力传感器的测量值与设定值的比较,PID控制器同时调节进气流量和排气流量,使得腔体内的压力快速达到动态平衡,将压力控制在设定值上。设定值可以是一个不随时间变化的压力恒定点,也可以是根据玻璃吹塑工艺要求设计出来的压力随时间变化的曲线,以此来满足不同压力要求。
总之,通过此技术方案,可实现玻璃塑形吹气压力的自动精密控制,并可保证控制精度和重复性,以此保证产品质量和稳定性。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~



































