喷雾监测|水性底漆在喷涂过程中的液滴大小测量-智能在线喷涂监测系统现场测试报告
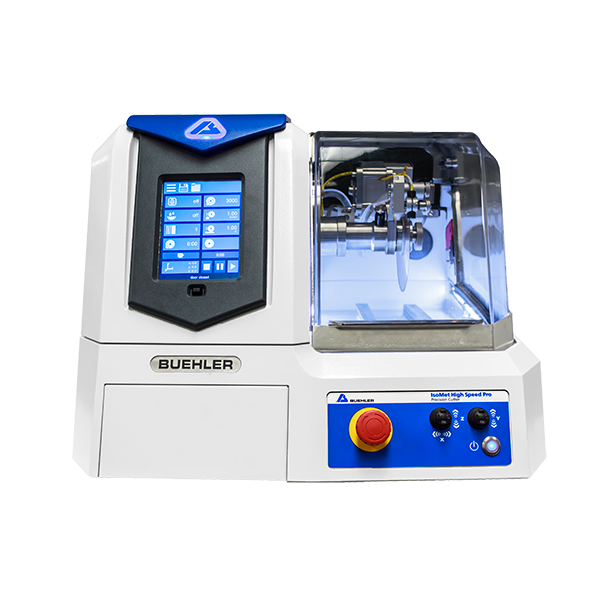
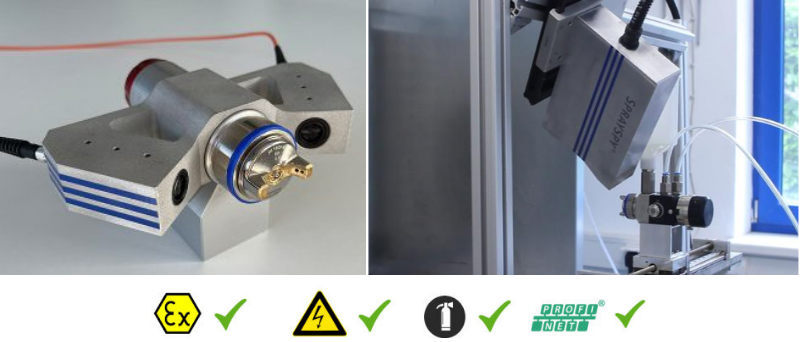
雾化研究涂料的使用对成品的色调、铝效果颜料的底色、涂料的外观等性能有决定性的影响。不仅应用方法本身是决定性的。例如在高转速雾化情况下,转速、流量、转向空气等应用参数的选择也对雾化效果有决定性的影响。因此,了解油漆的雾化过程是很有意义的。巴斯夫涂料部门使用由AOM - Systems公司研发的智能在线喷涂监测系统(图1)开发了一套测量装置,可以对汽车涂料的雾化过程(甚至是静电雾化)进行详细研究。这样,就能从油漆雾化过程中获得的信息来更有效预测的油漆配方开发或设置最优的应用参数。图1:来自AOM-Systems的智能在线喷涂监测系统LabLine 450使用智能在线喷涂监测系统获得更多关于雾化过程的参数信息智能在线喷涂监测系统测量技术基于移动液滴在激光照射下的产生的光散射。由此产生的光散射在时间上被分离成单个的散射信号,并被光子接收器记录下来。散射阶数的特征与液滴的大小、速度和不透明度密切相关。这是智能在线喷涂监测系统技术成为一种直接计数测量方法。与其他测量方法相比,他既测量喷涂中的透明液滴,也能够对透明液滴进行测量。该系统测量所使用的激光束在液滴内或液滴表面上产生穿透和反射。如果把这些结果相互联系起来,就会对喷涂的表征产生一个重要的测量值,这是很难用其他任何方法做到的。这既是时移测量方法的优势。喷涂监测系统能够在真实的应用条件下进行测量。例如可以测量高电压下ATEX区域内的含溶剂涂料。简便的测量设置为了表征汽车喷漆锥,使用了如图2所示的测试装置。高旋转钟罩与测量部分呈45度角,在标准条件下,实际测量激光位于钟罩边缘以下25mm。因此,过喷、紊流和逆流都能够降到最.低。这种测量几何结构提供了激光透镜或探测器受到污染较少的优点。由于喷涂比较稠密,保证了较高的液滴密度,使得测量结果具有较高的统计确定性。此外,在55毫米的测量截面上,所有喷涂部分都能够被捕捉到,因此即使非常宽的喷涂锥也能被检测。总而言之,这个测试设置能够重复测量不同应用参数设定下所有雾化器,旋杯和油漆系统。此外,对于用户来说,这种测量装置还有许多优点。与现有的液滴尺寸测量装置相比,该测试装置在短时间内就可以安装就位,测量程序十分简便。同样地,测量系统对不准情况也很少会发生,因此即便更换到其他测试工位也不会产生任何问题。分析四个水性底漆在一项研究中,使用喷涂监测系统分析了四种不同的水性底漆(WB)。解决系统中对透明度产生的影响●M1,WBL无填料●M2,WBL使用硫酸钡作为填料●M3,WBL有填料,并且有碳黑颜料●M4,WBL有填料,碳黑和铝效果颜料进行分析。为此,预先使用405和450 nm (喷涂监测系统激光器的波长)对10μm抗蚀剂薄膜厚度进行传输测量。(图3)。图3:抗蚀剂M1 - M4在10μm薄膜厚度时的透射测量。NT (%) = 喷涂监测系统测量中不透明滴剂的比例。正如预期的那样,M1的透明度最.高,而M2和M3按照这个顺序吸收的能量更多。最.后,除M4铝系统外,干燥膜中的透射率与雾化过程中不透明液滴的比例有很好的相关性。这可以解释为干燥膜中的铝颜料,它们没有完全平面排列,导致比在喷涂锥的液滴中传输更高。通过高旋转雾化,使用喷涂监测系统在三种不同速度(23k、43k和63k rpm)下对四种涂层进行分析。如图4所示,可以清楚地区分不同的油漆。大于35μm (中值)的透明大液滴在M1雾化中产生,而M2中的填充剂将液滴尺寸减小到27 ~ 31μm。在含有颜料涂层的M3(炭黑)和M4(铝效果颜料)中发现了更小的透明液滴,大小约为15 - 17μm。如预期的那样,在较高的速度下可以得到更小的液滴,这在非透明测量模式下尤为明显。在这里,M3和M4系统的进一步区分成功了,在M4铝系统中,较大的非透明液滴在所有速度下都能够被测量到。一般来说,较大液滴能够产生最.大的速度,正如图中的线性趋势线所说明的那样。钟形锯齿决定空间解决的水滴大小进一步的研究表明,旋杯边缘对空间分辨的液滴大小有显著的影响。为此,选择一个WBL雾化速度为43000 rpm,出流率为300 mL/min,转向空气为400 NL/min,有两种不同形状的旋杯:a)无锯齿钟形和b)线锯齿旋杯。首先看一下平均值,没有锯齿的旋杯(D中位数= 18.2μm)和有锯齿的旋杯(D中位数= 18.9μm)之间没有显著差异。然而,喷涂锥彼此之间差异很大,如图5所示,基于0 - 30mm的空间分辨下降速度。对于两种旋杯产生的液滴来说,液滴的速度从喷涂锥的内部(0毫米)向中.心下降,而喷涂锥外部区域(18 - 25毫米)的线锯齿导致透明液滴和非透明液滴明显具有高速。这种特征对于没有锯齿的旋杯来说不明显。结论:结果表明,喷涂监测系统是一种易于使用的测量系统,特别适用于在汽车涂料的应用过程中测量和表征喷锥。这些特性能够获得非常详细的雾化参数信息,并提供关于空间分辨的液滴大小、速度和液滴类型(透明vs.非透明)的信息。指导用户可以较快地获得可重复的结果。因此,在标准的测量条件下(一个雾化器,一个特定的测量位置),喷涂监测系统提供了非常有用的方法来区分不同的油漆系统,并进一步更精确地了解雾化过程。有了表面特性的知识,应用参数就可以进一步优化。在巴斯夫涂料部门的技术管理中,例如新涂料和涂料工艺的开发和测试,喷涂监测系统作为测量的关键技术,能够更有针对性地阐明复杂的因果机制。Author:Steffen Rohlmann, Georg Wigger, Christian BornemannECO/TAVB, Application Process Technology Europe, BASF Coatings GmbH Münster, Glasuritstrasse 1如果您对AOM Systems喷涂监测系统感兴趣,欢迎致电翁开尔公司咨询。



 400-860-5168转5089
400-860-5168转5089
 留言咨询
留言咨询













 我要推广仪器
我要推广仪器
 下载APP
下载APP

