

tianwen08 2008/12/04
通过对大量冲击试样的测量和观察,发现采用常规工艺所加工试样的高度、宽度、长度等指标比较容易控制,但采用铣刀或拉刀所加工的试样缺口,其深度、角度、外形等指标均无法满足GB229中的技术要求,我们采用CST-C型冲击试样缺口投影仪检查了普通试样的缺口深度、角度、外形等指标,目前存在的主要缺陷是缺口深度超标(过深或过浅),角度超标、根部圆弧超标等,具体情况详见图1.1-1.6。 另外需引起注意的是:在GB/T229-1994《金属夏比冲击试验方法》5.4款中规定,“试样缺口底部应光滑,对于仲裁试验,缺口底部粗糙度参数Ra应不大于1.6um。”。在新修订的GB/T229-2007《金属夏比冲击试验方法》6.2款中规定“对缺口的制备应仔细,以保证缺口根部没有影响吸收能的加工痕迹”。但通过对大量冲击试样的目视观察,发现采用铣刀加工缺口,其根部的光洁度指标并不理想。我们采用体视显微镜仔细观察了新、旧试样缺口的加工质量,见图1.11-1.12。从图1.11中可以发现旧试样根部存在明显的加工痕迹,光洁度指标无法满足技术要求(Ra< 1.6um);采用新工艺加工缺口,根部质量明显优于旧工艺,光洁度指标完全符合GB/T229《金属夏比冲击试验方法》中的要求, 用常规工艺(铣刀或拉刀)加工的试样缺口,其深度、角度、外形以及根部光洁度等指标与GB/T2209-2007尚存在一定的差距,这主要是由于目前国内普通铣床或拉床自身的加工精度尚无法完全满足缺口深度以及圆弧外形这样的高精密加工要求。 图1.1 符合GB229要求的缺口投影 [img]https://ng1.17img.cn/bbsfiles/images/2008/12/200812041241_122010_1830171_3.jpg[/img] 图1.2 普通试样缺口投影 [img]https://ng1.17img.cn/bbsfiles/images/2008/12/200812041242_122012_1830171_3.jpg[/img] 图1.11 普通试样缺口根部图像 [img]https://ng1.17img.cn/bbsfiles/images/2008/12/200812041243_122013_1830171_3.jpg[/img] 图1.12 规范试样缺口根部图像 [img]https://ng1.17img.cn/bbsfiles/images/2008/12/200812041244_122014_1830171_3.jpg[/img]
祖国的小草 2008/12/03
使用专用铣刀,仪器商有配啊 角度可以用专用校正塞块进行检查, 高度可以用千分表来测量 当然得定期检查了 若是铣刀用久了,做出来的豁口就会有偏差
anglesr 2008/12/03
做塑料的是拿铣刀铣。
溴水 2008/12/04
太好了,来学习一下。
wangfengyu 2008/12/04
[quote]原文由 [B]wangfengyu[/B] 发表: [quote]原文由 [B]lylsg555[/B] 发表: 图1.11 普通试样缺口根部图像 [img]https://ng1.17img.cn/bbsfiles/images/2017/01/201701191651_626503_1634532_3.jpg[/img] 图1.12 规范试样缺口根部图像 [img]https://ng1.17img.cn/bbsfiles/images/2017/10/2008124124442_01_1634532_3.jpg[/img][/quote] 应该是40倍+相机的倍数[/quote][/quote]
tianwen08
第5楼2008/12/04
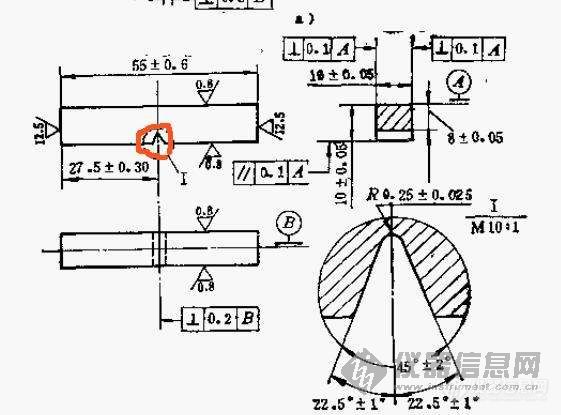
通过对大量冲击试样的测量和观察,发现采用常规工艺所加工试样的高度、宽度、长度等指标比较容易控制,但采用铣刀或拉刀所加工的试样缺口,其深度、角度、外形等指标均无法满足GB229中的技术要求,我们采用CST-C型冲击试样缺口投影仪检查了普通试样的缺口深度、角度、外形等指标,目前存在的主要缺陷是缺口深度超标(过深或过浅),角度超标、根部圆弧超标等,具体情况详见图1.1-1.6。
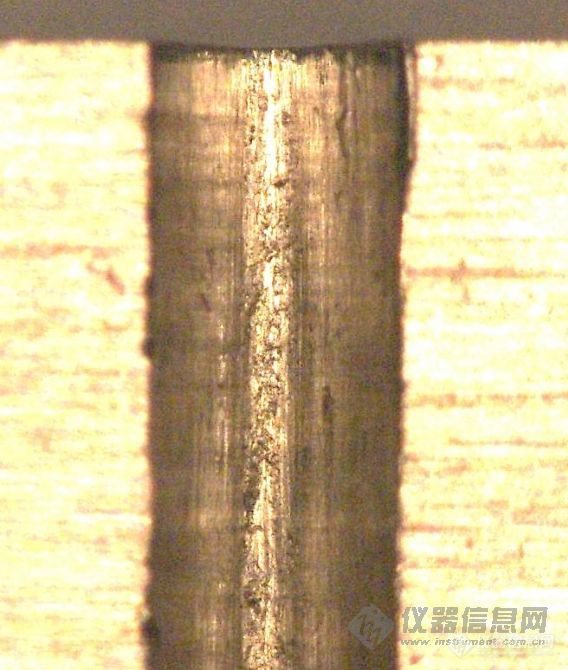
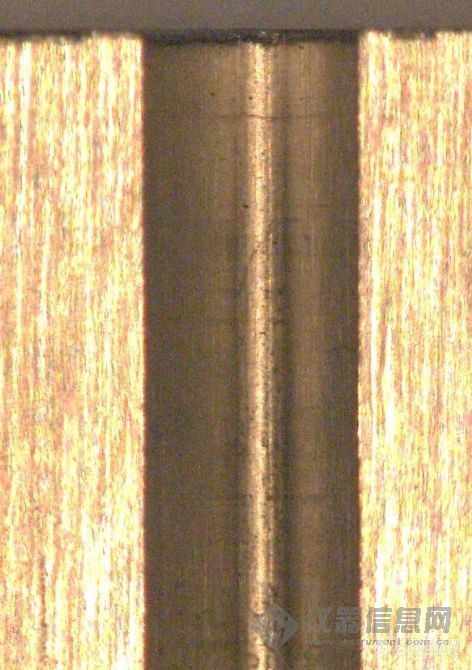
另外需引起注意的是:在GB/T229-1994《金属夏比冲击试验方法》5.4款中规定,“试样缺口底部应光滑,对于仲裁试验,缺口底部粗糙度参数Ra应不大于1.6um。”。在新修订的GB/T229-2007《金属夏比冲击试验方法》6.2款中规定“对缺口的制备应仔细,以保证缺口根部没有影响吸收能的加工痕迹”。但通过对大量冲击试样的目视观察,发现采用铣刀加工缺口,其根部的光洁度指标并不理想。我们采用体视显微镜仔细观察了新、旧试样缺口的加工质量,见图1.11-1.12。从图1.11中可以发现旧试样根部存在明显的加工痕迹,光洁度指标无法满足技术要求(Ra< 1.6um);采用新工艺加工缺口,根部质量明显优于旧工艺,光洁度指标完全符合GB/T229《金属夏比冲击试验方法》中的要求,
用常规工艺(铣刀或拉刀)加工的试样缺口,其深度、角度、外形以及根部光洁度等指标与GB/T2209-2007尚存在一定的差距,这主要是由于目前国内普通铣床或拉床自身的加工精度尚无法完全满足缺口深度以及圆弧外形这样的高精密加工要求。
图1.1 符合GB229要求的缺口投影 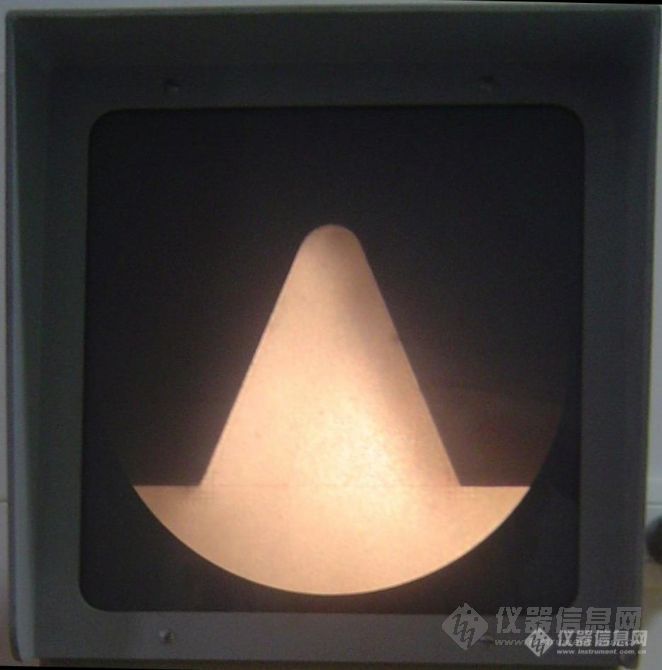
图1.2 普通试样缺口投影
图1.11 普通试样缺口根部图像 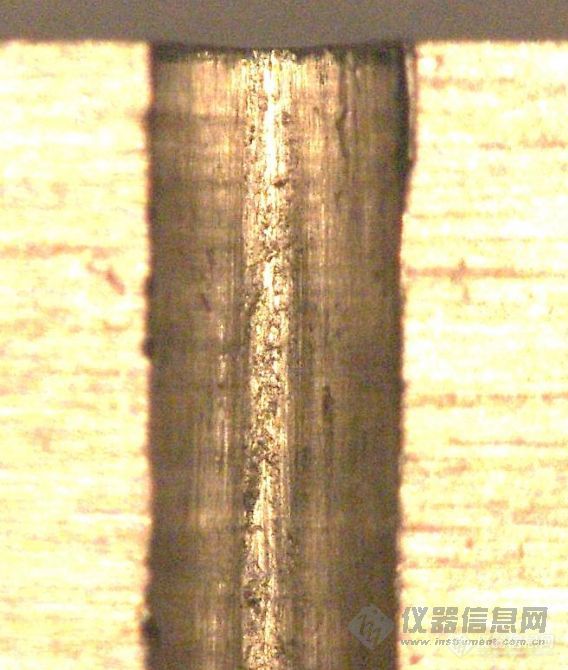
图1.12 规范试样缺口根部图像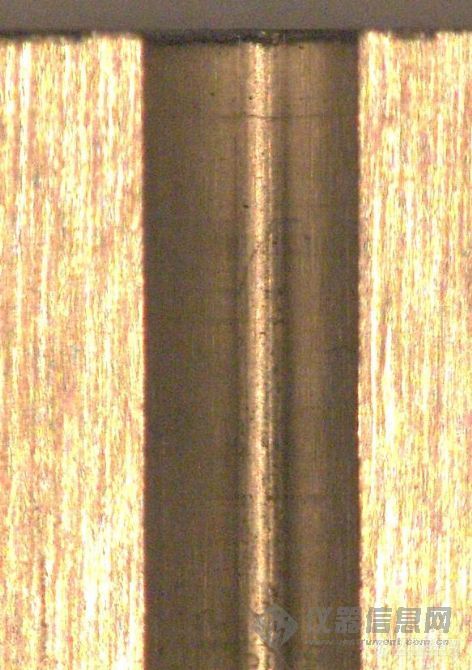

 [/quote]
[/quote]































