

Rubin07340
第9楼2012/08/10
本人用液质做过奶粉及乳制品中三聚氰胺,回收率可以稳定在80%以上,1.0mg/kg加标回收率结果均在85%~95%间。
具体操作如下:参照GB/T22388-2008方法
若按上述方法回收率可能达不到80%以上,原因一是过滤纸有丢失,二是基质有干扰。
本人改进步骤:
1.称取国标量的一半,即0.5g,降低基质效应;但提取液量仍为8ml三氯乙酸(1%),
2ml乙腈, 离心转速可提高些,效果会好些;
2.正常情况用1%三氯乙酸沉淀蛋白即可,若很难沉淀可适当增加到2%三氯乙酸或再高些也可;
3.增加一步用乙腈饱和正己烷除脂肪过程,这步对于降低基质效应很关键,效果很好;
取刚才离心好的上清液5ml, 加入5 ml 乙腈饱和正己烷充分混匀,静置分层,
弃去上层大部分有机相;
用移液枪头穿过上层有机相直接吸取下层水相2ml,过活化好的阳离子交换
固相萃取柱(一款国产柱子,效果很好),淋洗,3ml,5%氨化甲醇洗脱,
40度氮气吹干;
快干时注意氮气流量调小,不要吹跑了,辛苦半天就白费了;
用5ml,80%乙腈定容,会再次降低基质效应;
过0.2um滤膜,上样。
4.标准曲线直接配置,不用基质匹配,效果很好。基质匹配实属无奈啊!
5.流动相:乙腈/10mM乙酸铵,Hilic柱分离。
6.线性范围1.0~100.0ug/L,超过范围线性会不好。
具体过程可以根据自已仪器灵敏度适当调整称样量和稀释倍数。
小猪飞飞
第10楼2012/08/13
液质也做过,您的方法可以借鉴一下,应该能降低基质效应。
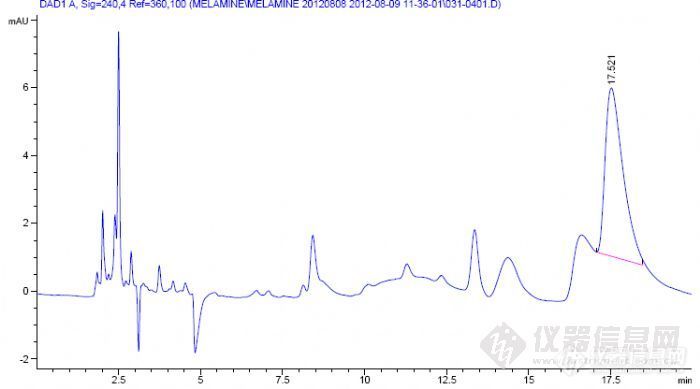
我上面的图谱中有一个液相的色谱图,在三聚氰胺出峰之前有个明显的小峰,这使得积分时出现三聚氰胺峰面积减少的可能,因此可能会导致回收率降低,不知道有没有办法改进这个问题,是通过换色谱柱、改动流动相比例还是前处理?

































