焊料球测试标准
焊料球是残留在电路板表面上的球形焊料小颗粒,可动的焊料球随时有可能引起金属导体短路,造成恶性质量事故。在规定的实验条件下,检验焊膏中的合金粉末在不润湿基板上融合为一个小球的能力,从而确定焊膏的再焊流性能和是否有飞溅现象。根据下表进行评定,应达到表1中1级或2级的评定标准。
表1 焊料球试验评定标准
级别 | 实验结果 |
1 | 每个焊膏点融化后,分别形成单一的焊料球,任一个焊料球旁边都不出现一个以上独立的小焊料球。 |
2 | 每个焊膏点融化后,分别形成单一的焊料球,任一个焊料球旁边出现的独立的小焊料球的数量不多于三个。 |
3 | 每个焊膏点融化后,分别形成单一的焊料球,任一个焊料球旁边包围着独立的小焊料球的数量多于三个,但这些小焊料球尚未形成半连续的晕圈。 |
4 | 每个焊膏点融化后,分别形成单一的焊料球,任一个焊料球的旁边有大量小焊料球,且形成了半连续的晕圈;或者焊膏融化后形成一系列直径大于75µm尺寸相连的焊料球。 |
当然,不出现焊料球是我们所希望的,但出现少量很小的焊料球也是允许的。焊料球是“焊晕”状或多个焊料球聚集在一起都是不能接受的。一般目测到的焊点,若是表面光滑,有光泽的大球,则说明焊膏是合格的。
焊料球实验
我们用干净的载玻片表面代替氧化铝基板,长宽厚分别为76mm、25mm、0.7mm。采用带有3个直径为6.5mm圆孔的金属模板(如图1),把在常温下搅拌均匀的焊膏印刷到载玻片上。每种焊膏印刷三次,印刷时需注意使用刮板,力度均匀,使焊膏填满整个孔径。

图1 焊料球实验金属模板
焊球实验结果
SYS305焊膏焊后的焊点形成饱满光滑的外形,表面无凹凸,焊料分布均匀,无飞溅现象,助焊剂残留物没有均匀分布在焊点周围,按照焊球测试标准来评价,应属于第1级,是合格的焊膏。见图2a。
SYS305-G焊膏焊后焊点形成饱满光滑的外形,表面无凹凸、分布均匀,周围没有小焊球存在,助焊剂残留物在焊点周围较为均匀规则,按照焊球测试标准来评价,应属于第1级,是合格的焊膏。见图2b。
W焊膏焊后焊点形成饱满光滑的外形,表面无凹凸、分布均匀,周围没有小焊球存在,助焊剂残留物均匀分布在焊点周围,按照焊球测试标准来评价,应属于第1级,是合格的焊膏。见图2c。

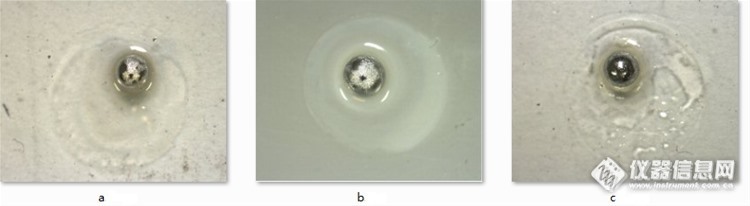
图2 焊球实验结果(10倍)
(a- SYS305;b-SYS305-G;c-W焊膏)
试验结果表明:三种焊膏的焊点都比较饱满,周围没有小焊球存在,W焊点最为光滑,而SYS305-G助焊剂残留物在焊点周围最均匀规则。说明SYS305-G的活性适当,焊粉焊剂的混合均匀。



































