润湿性测试标准
人们已知,焊膏中含助熔剂有利于焊料的铺展与形成焊接点。这又决定于它的活性程度。如果铺展性太强,又易于因焊料合金粉过于铺展而造成焊点桥接。如遇及“过热”的工作条件助熔剂又会留下残渣难于净洗,以致焊点与元器件的引腿降质。因而,再流焊接工艺中,要求助熔剂具有最小必须的铺展性且易于净洗。在特定的条件下测定焊膏中的焊料在熔融状态下在基板上的扩展程度,从而评价焊膏的润湿效果。焊膏的润湿性应达到表1中1级或2级的评定标准。
表1 焊膏润湿性评定标准
级别 | 试验结果 |
1 | 焊膏中的熔融焊料润湿了基体(试样),并且铺展至施加了焊膏的区域的边界之外。 |
2 | 基体(试样)上施加了焊膏的区域完全被焊膏中的熔融焊料润湿。 |
3 | 基体(试样)上有部分施加了焊膏的区域未被焊膏中的熔融焊料润湿。 |
4 | 基体(试样)明显未被焊膏中的熔融焊料润湿,焊膏中的熔融焊料聚集为一个或多个焊料球。 |
测试是在无氧铜片上进行的。无氧铜片用铜清洗剂清洗试样载体15 ~ 20min,再用水冲洗,再用异丙醇漂洗,干燥后在去离子水中煮l0min,无水乙醇清洗,在空气中干燥。
用厚度为0.2mm,带有3个直径为6.5mm圆孔的金属模板印刷焊膏到基板上。将试样放入自制电热板加热至260±2℃,保温1min,使焊料在铜板上铺展,进行焊料再流。冷却后清洗掉助焊剂。用体式显微镜观察试样(放大10~20倍)并照相,根据润湿性测试标准来确定焊料润湿的等级。
润湿性实验结果
SYS305焊膏焊后焊点形状不规则,有回缩、腐蚀现象,试样上有部分施加了焊膏的区域未被焊膏中的熔融焊料润湿,焊后残留物有粘性,成壳性差。根据润湿性测试标准评价,此为3级不合格焊膏。见图1a。
SYS305-G焊膏焊后焊点形状规则,表面光亮,有轻微回缩现象,试样上施加了焊膏的区域完全被焊膏中的熔融焊料润湿。焊后残留物成壳性较好。根据润湿性测试标准评价,此为2级合格焊膏。见图1b。
W焊膏焊后焊点形状规则,有轻微回缩现象,试样上施加了焊膏的区域完全被焊膏中的熔融焊料润湿,焊后残留物成壳性较好。根据润湿性测试标准评价,此为2级合格焊膏。见图1c。

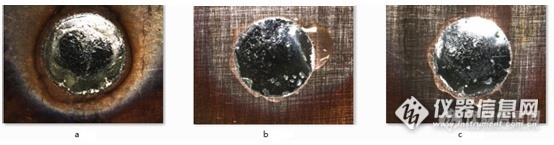
图1 润湿性实验结果(a- SYS305;b-SYS305-G;c-W焊膏)
从焊点的外观上来看,SYS305-G与W的焊点成形最为规则,有轻微回缩现象,SYS305焊点的有明显的回缩现象;从残留物看,SYS305的残留物有粘性,成壳性很差,而SYS305-G和W的残留物成形性较好,粘度低,不沾手,新型无铅焊膏和市场销售的W焊膏比原有的SYS305无铅焊膏有更好的润湿性和焊接可靠性。



































