厂商论坛
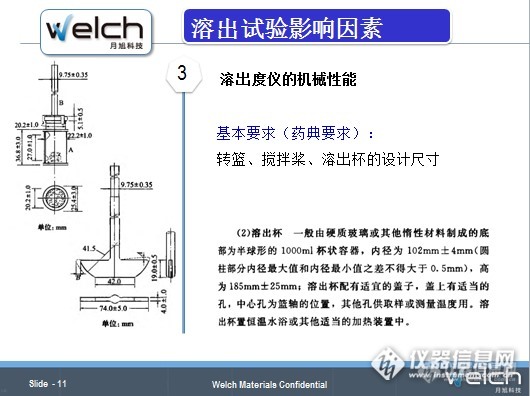
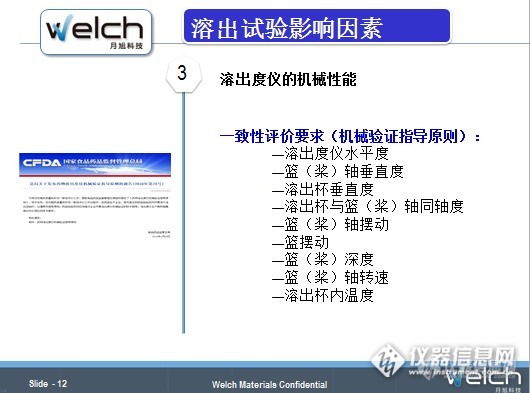
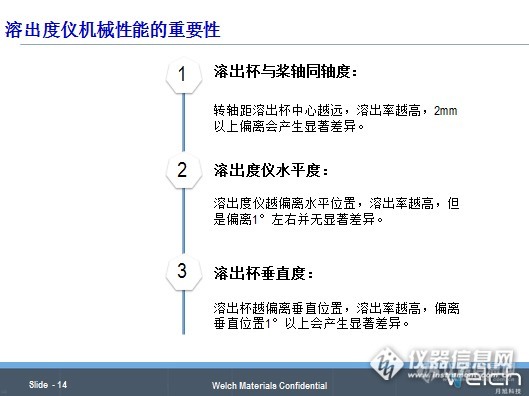
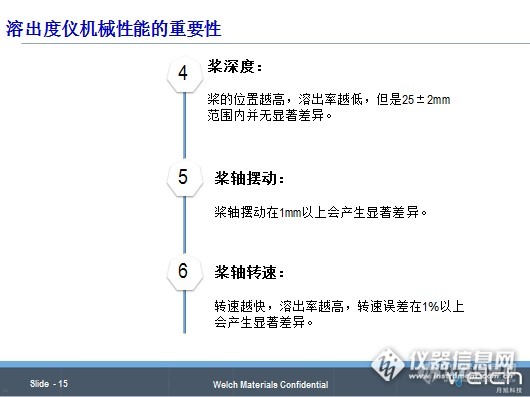
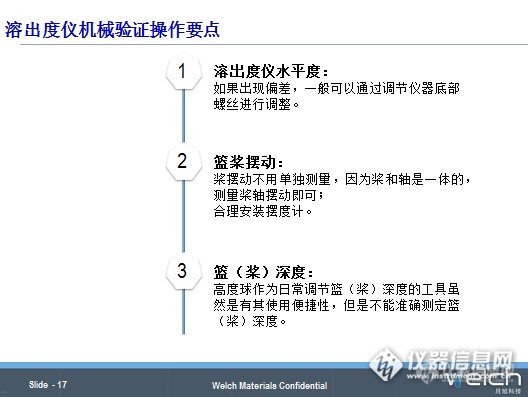
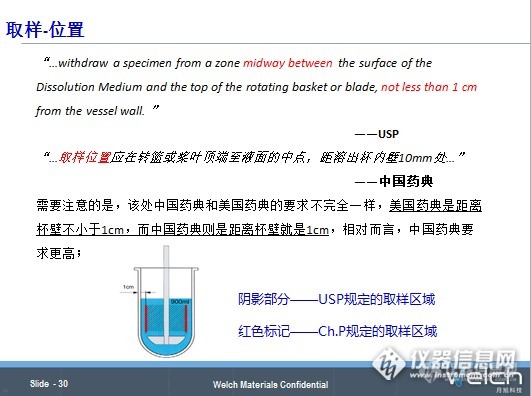
一致性评价中溶出试验影响因素探讨
wsy18
第1楼2016/12/22
好资料又来了!
月旭科技--小S
第2楼2016/12/23
谢谢讲师的辛勤整理,辛苦了!
sophiersu
第3楼2016/12/28
????
第4楼2016/12/31
啥意思呢?
qianguiyun1
第5楼2017/01/29
很好,很好!
第6楼2017/01/30
月旭经常有好资料。
第7楼2017/01/30
那就经常来取经
第8楼2017/01/30
对同行很有好处。
第9楼2017/01/31
可惜我没有用
第10楼2017/01/31
我也用不着了。
品牌合作伙伴
执行举报









 好资料又来了!
好资料又来了! 































